

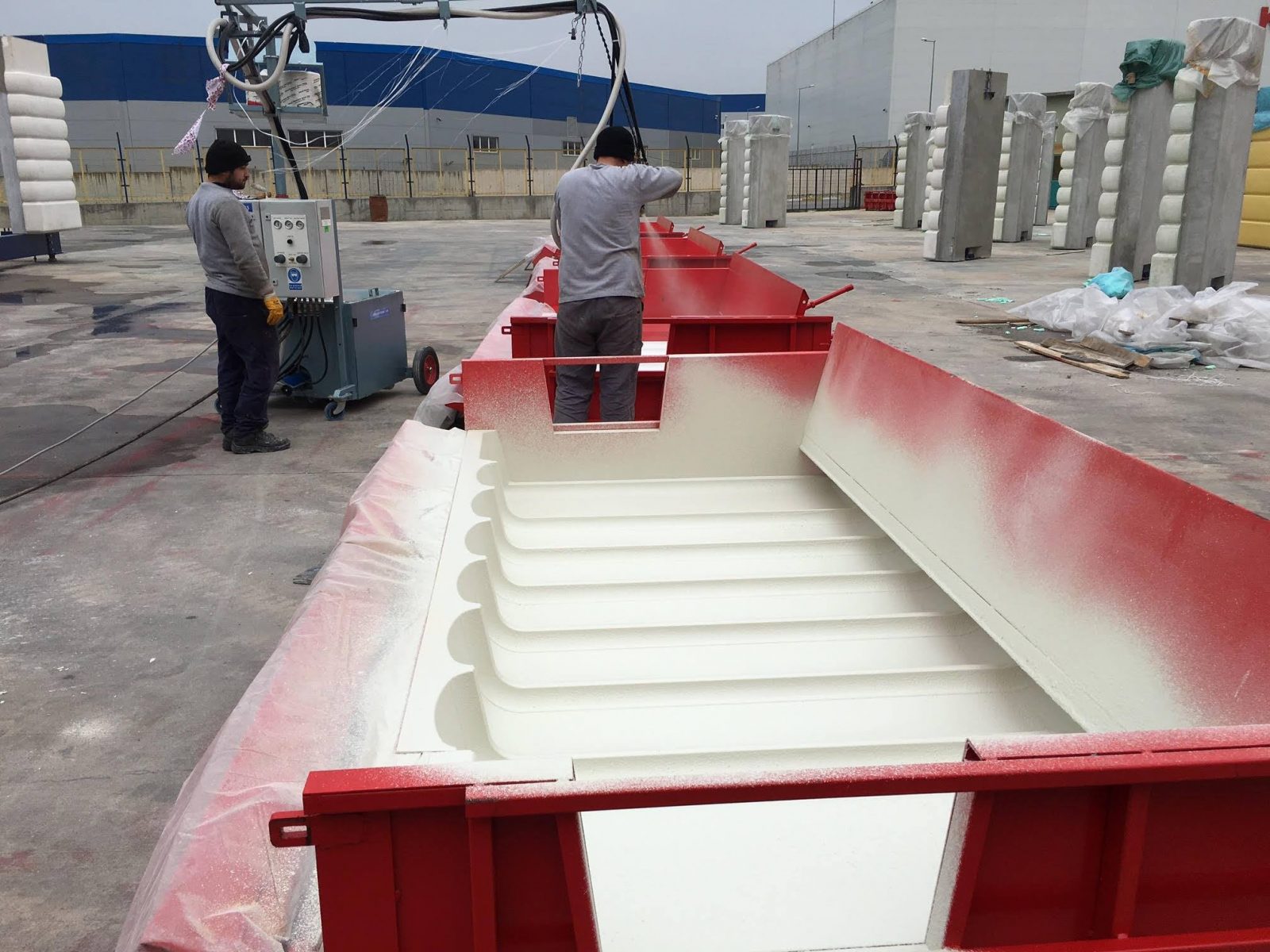
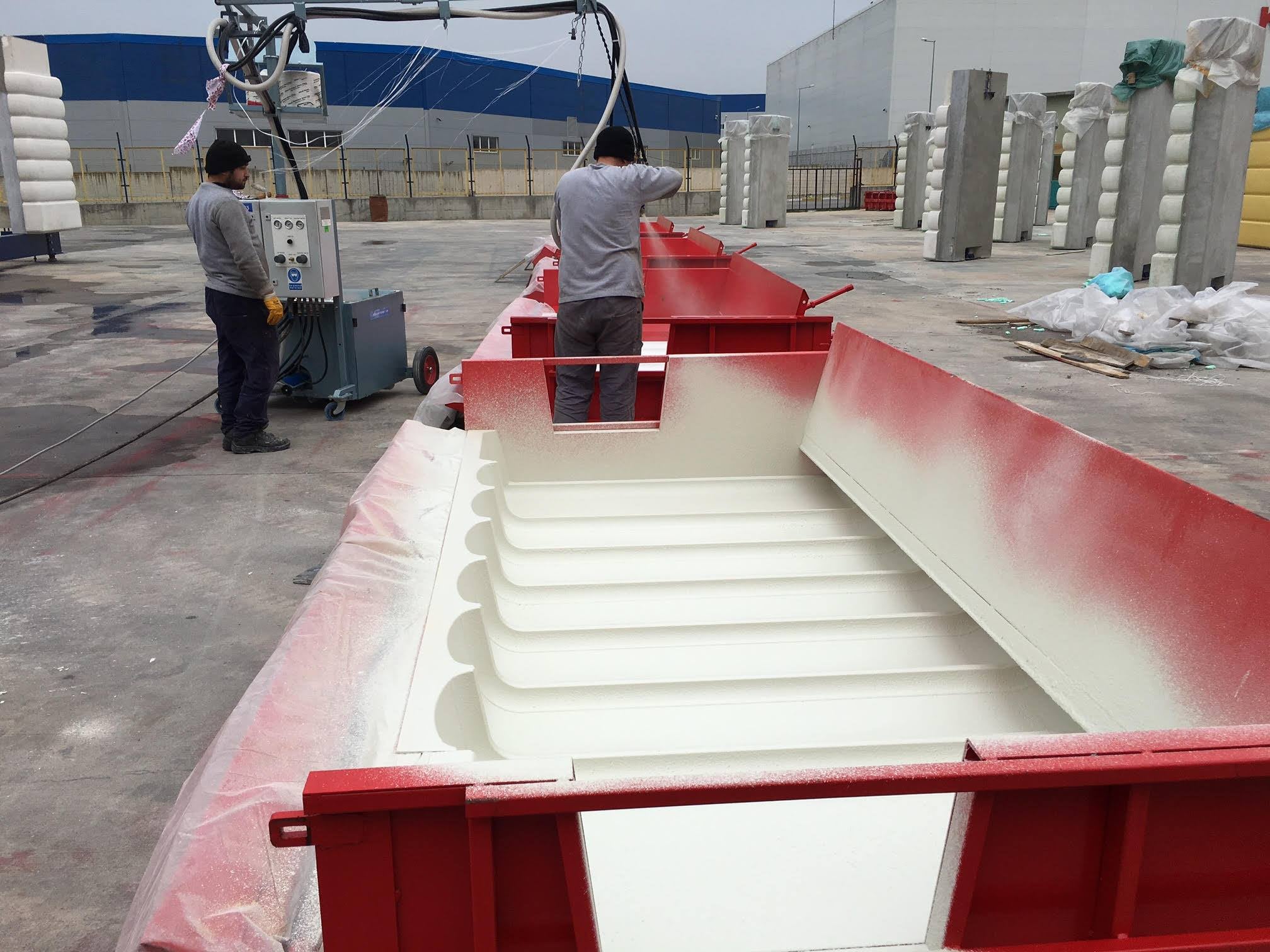
Вид стальной формы с открытыми бортами

Стальная форма и пластиковый вкладыш

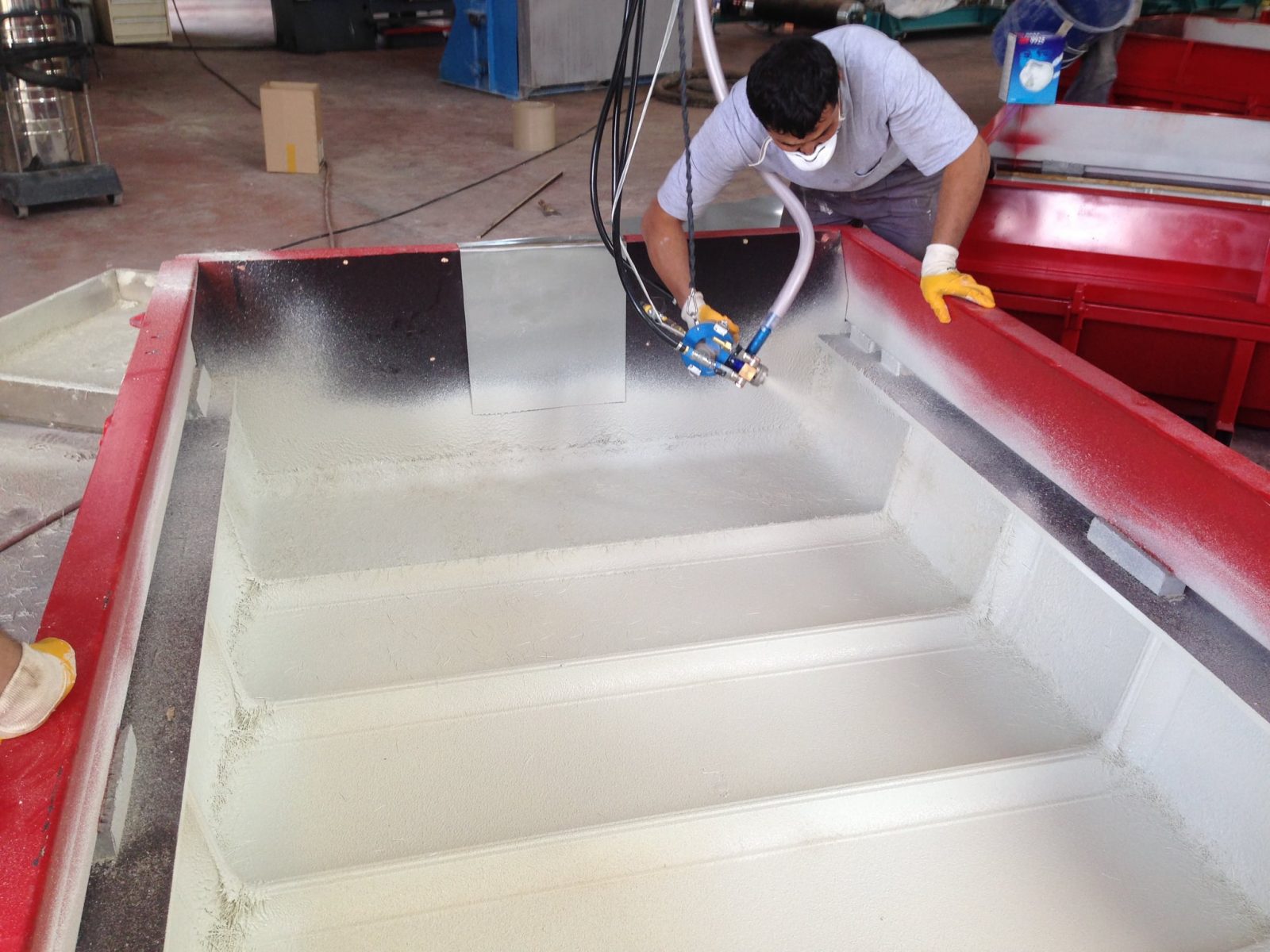
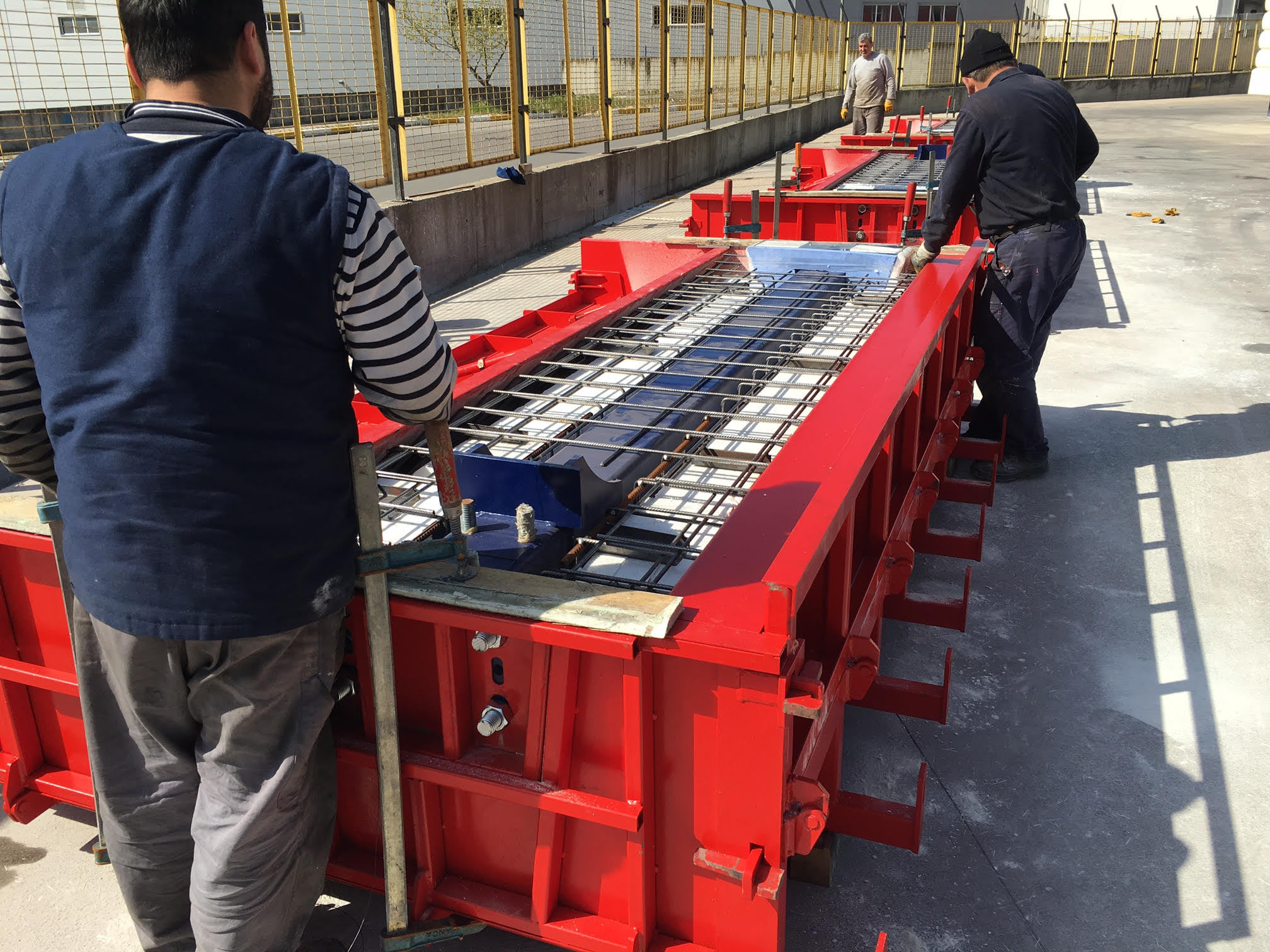
Вид при котором распыляют фибробетон

Вид формы с закрытыми бортами

Форма с сеткой и опустошителем для колонны

Форма с залитым теплоизоляционным бетоном

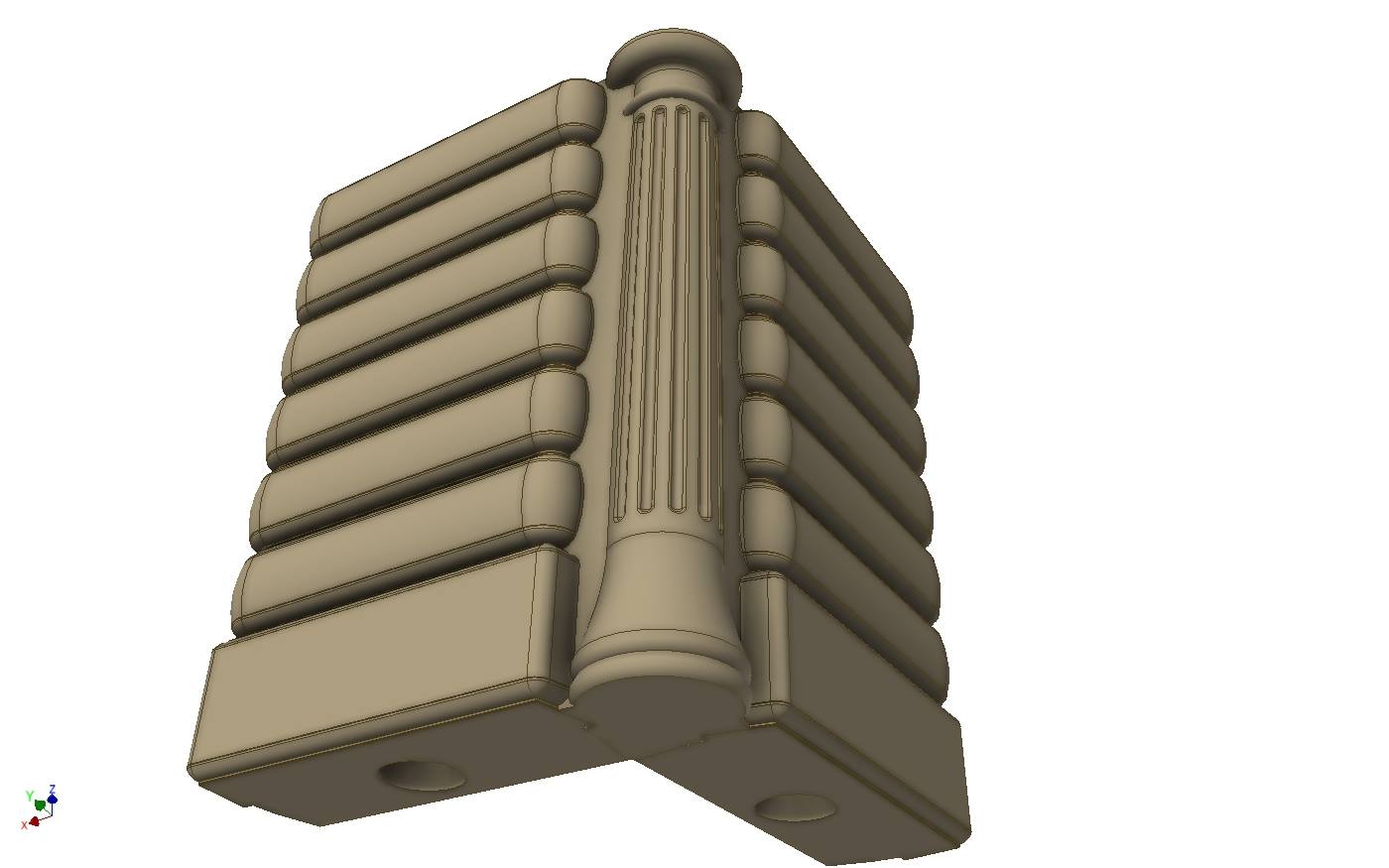
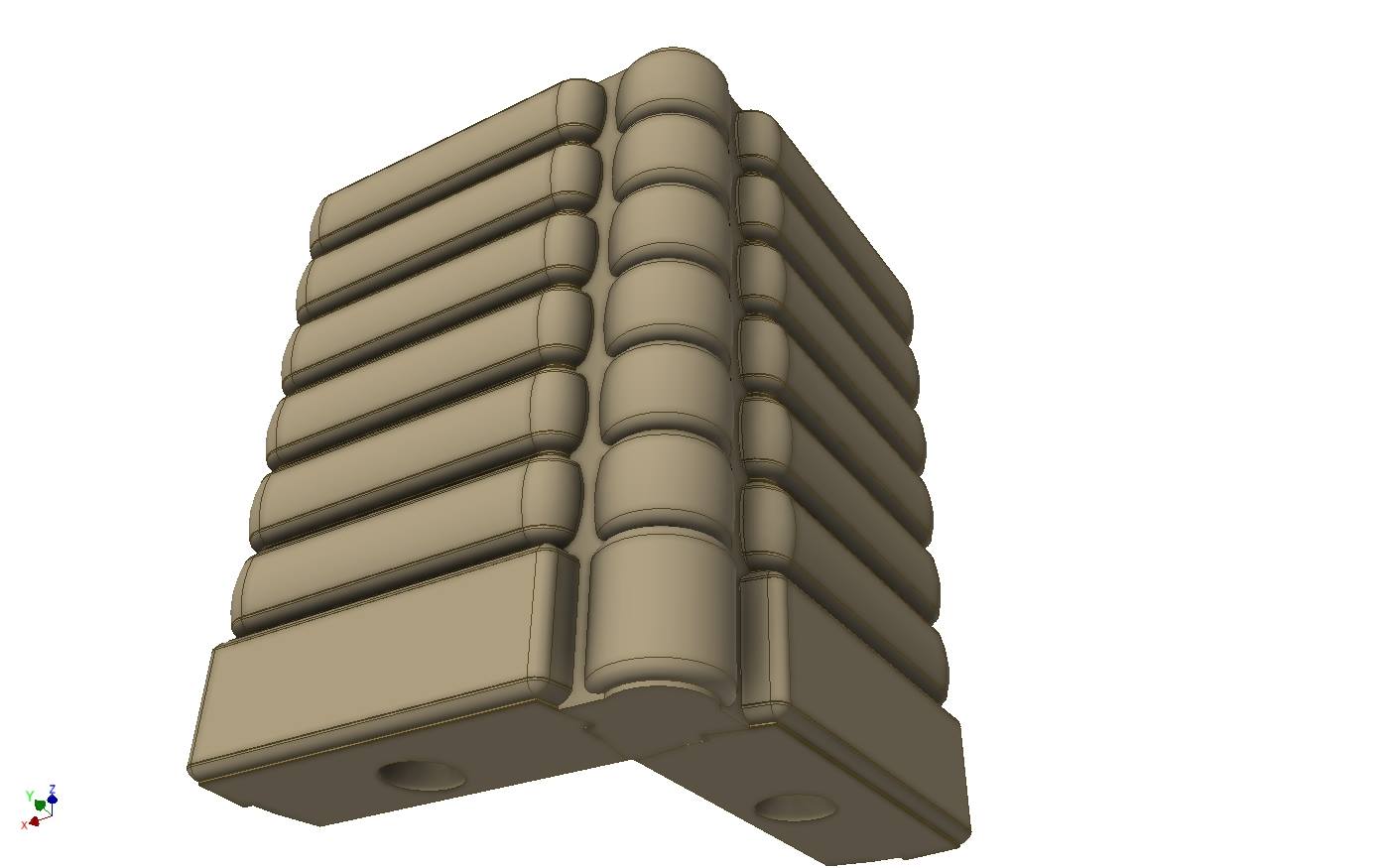
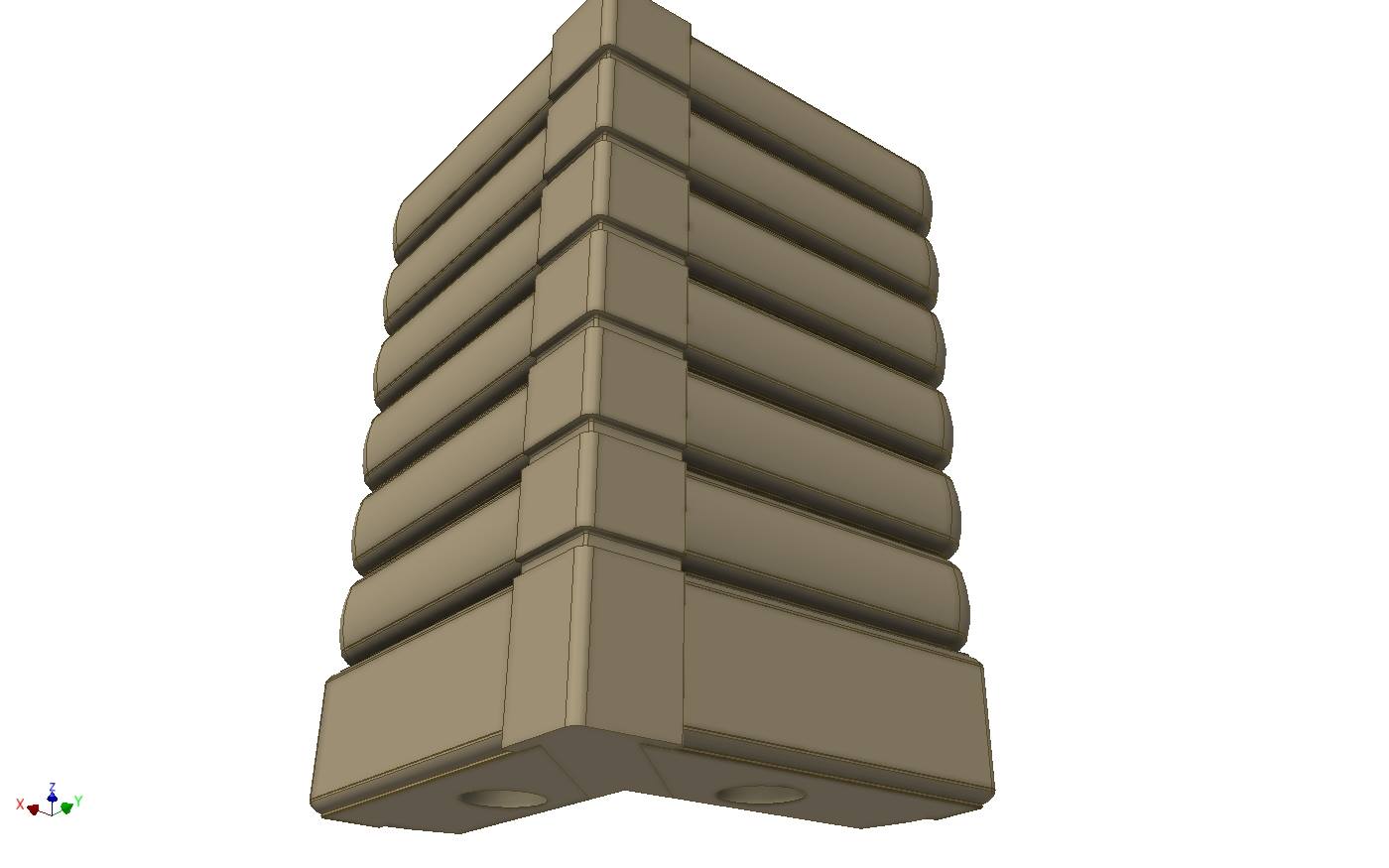
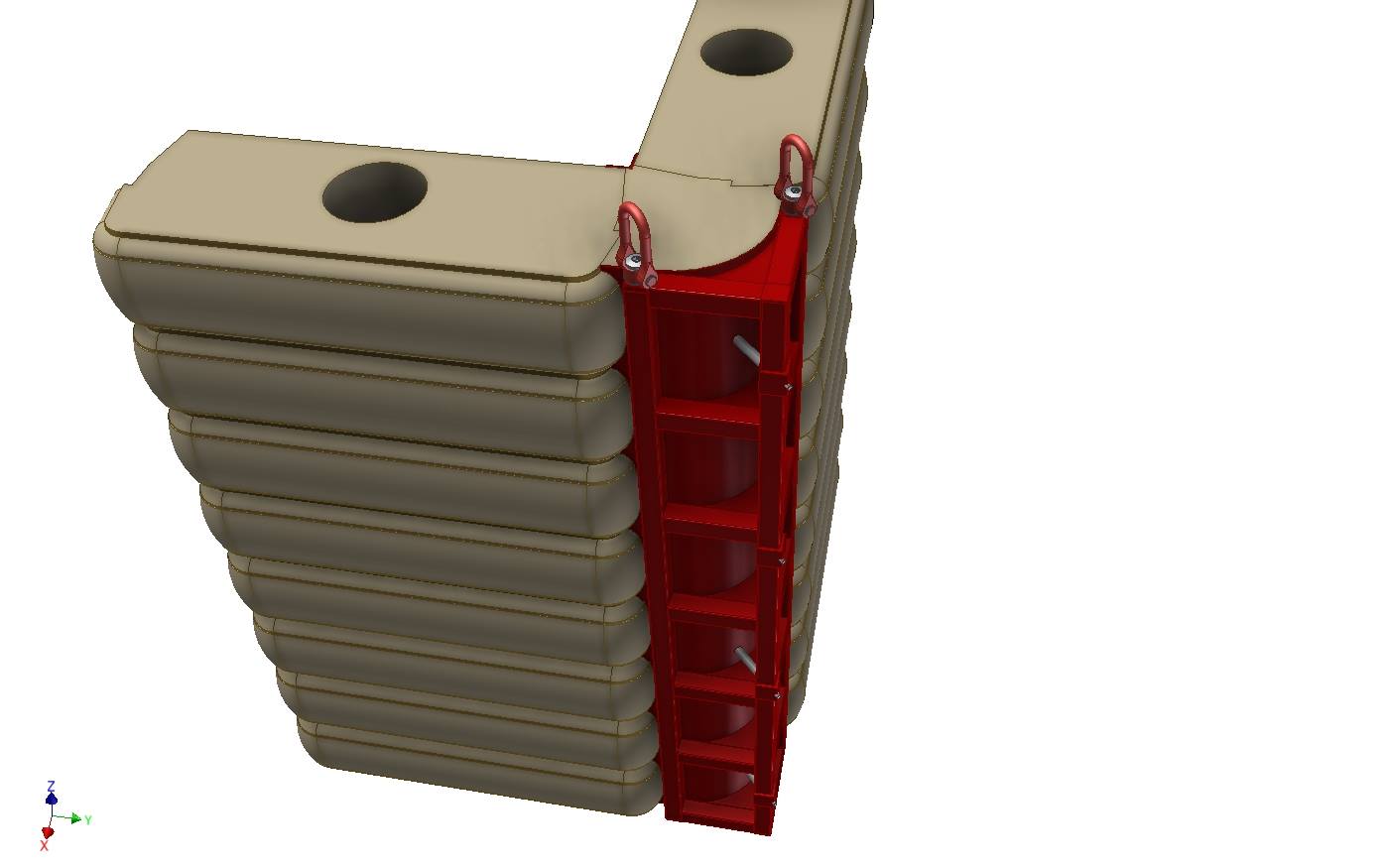
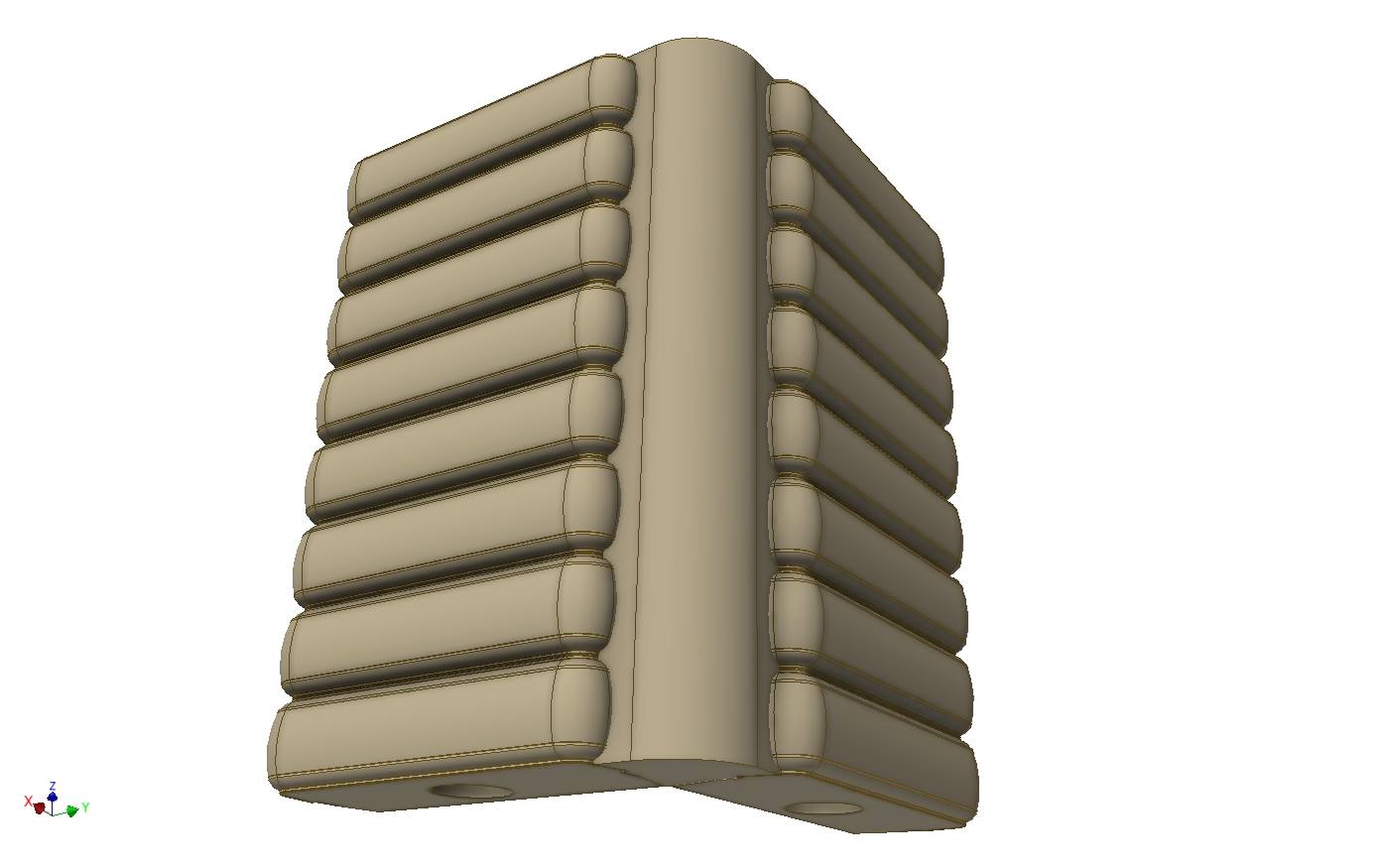
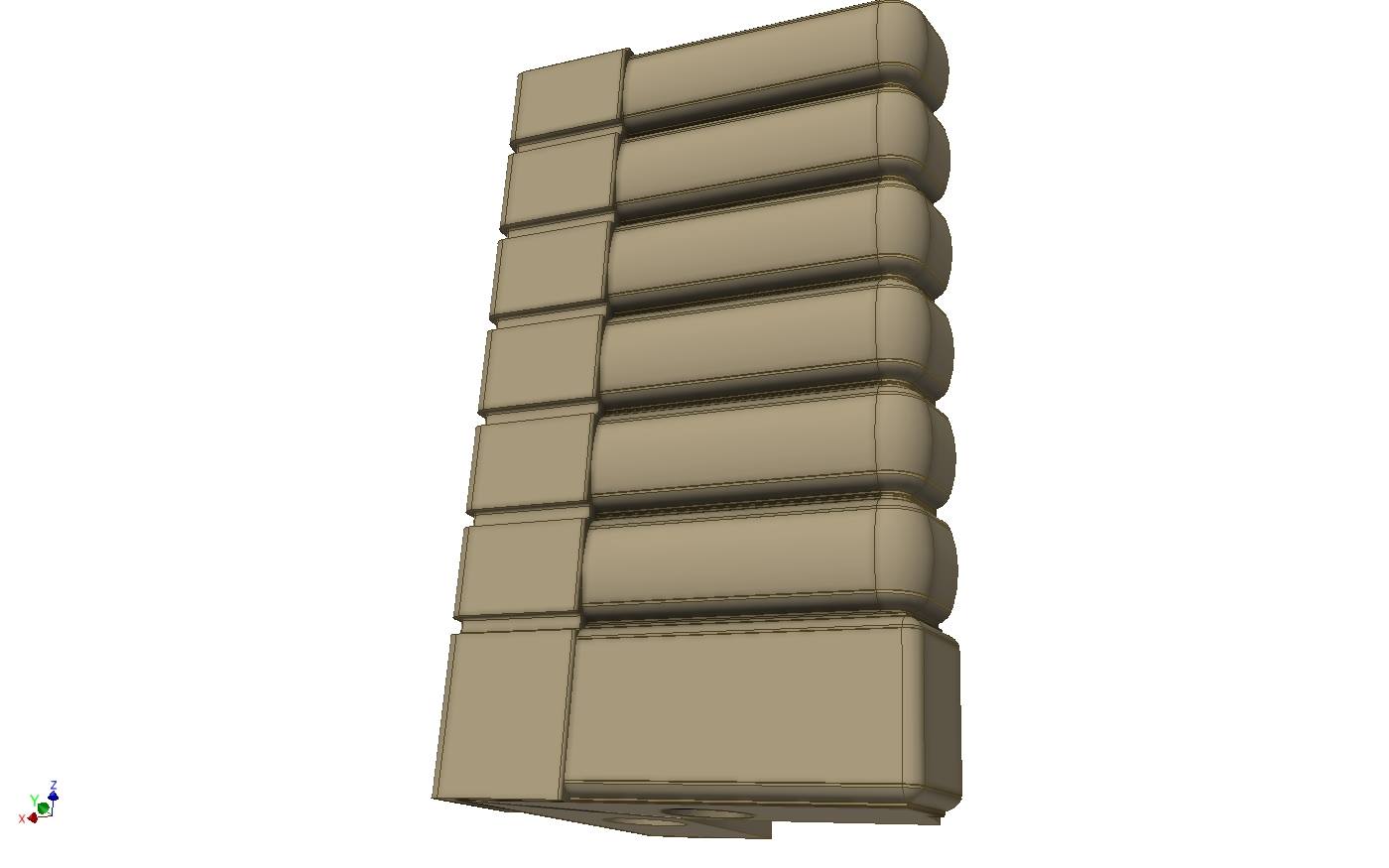
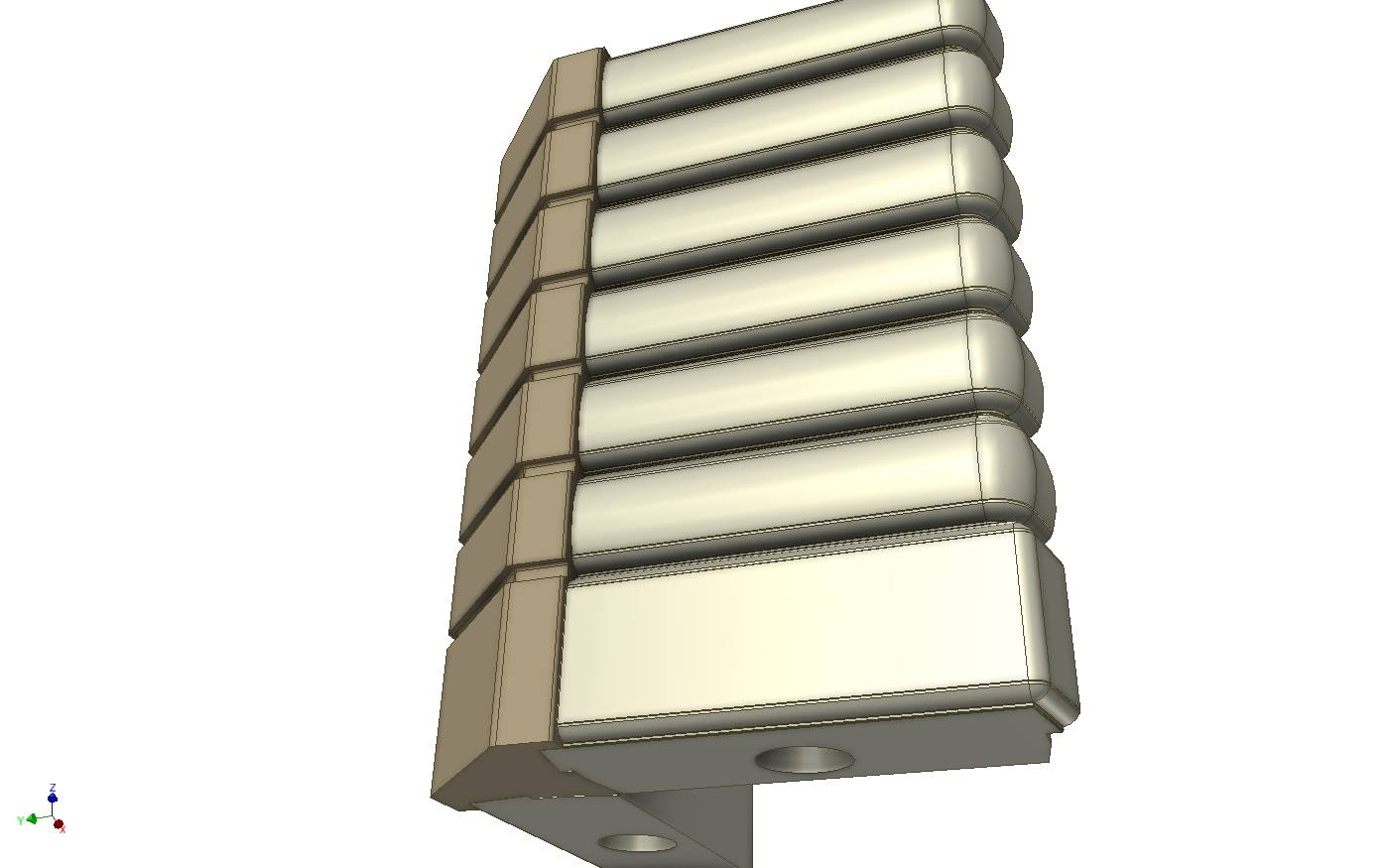
Изготовление угловой стеновой панели

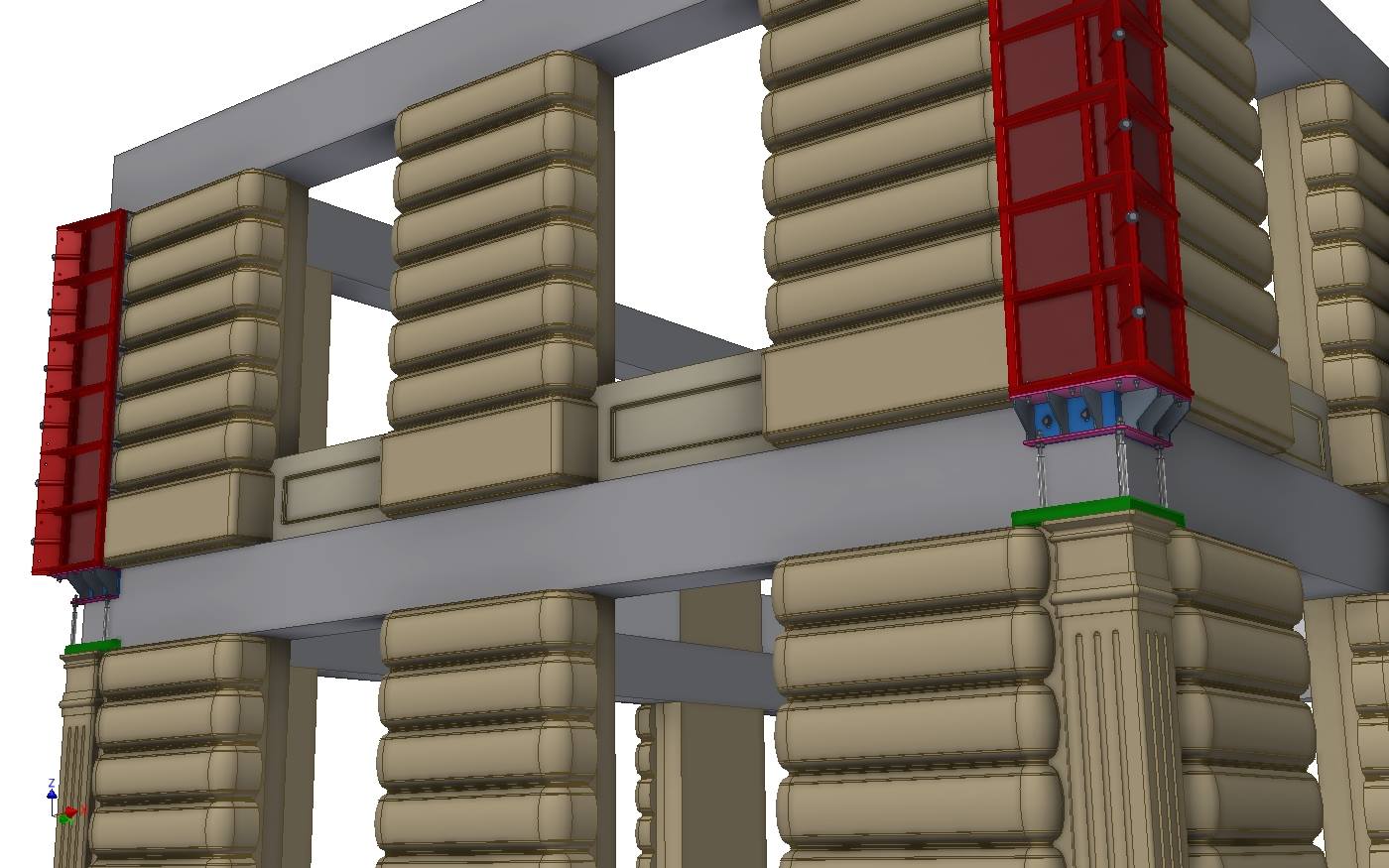
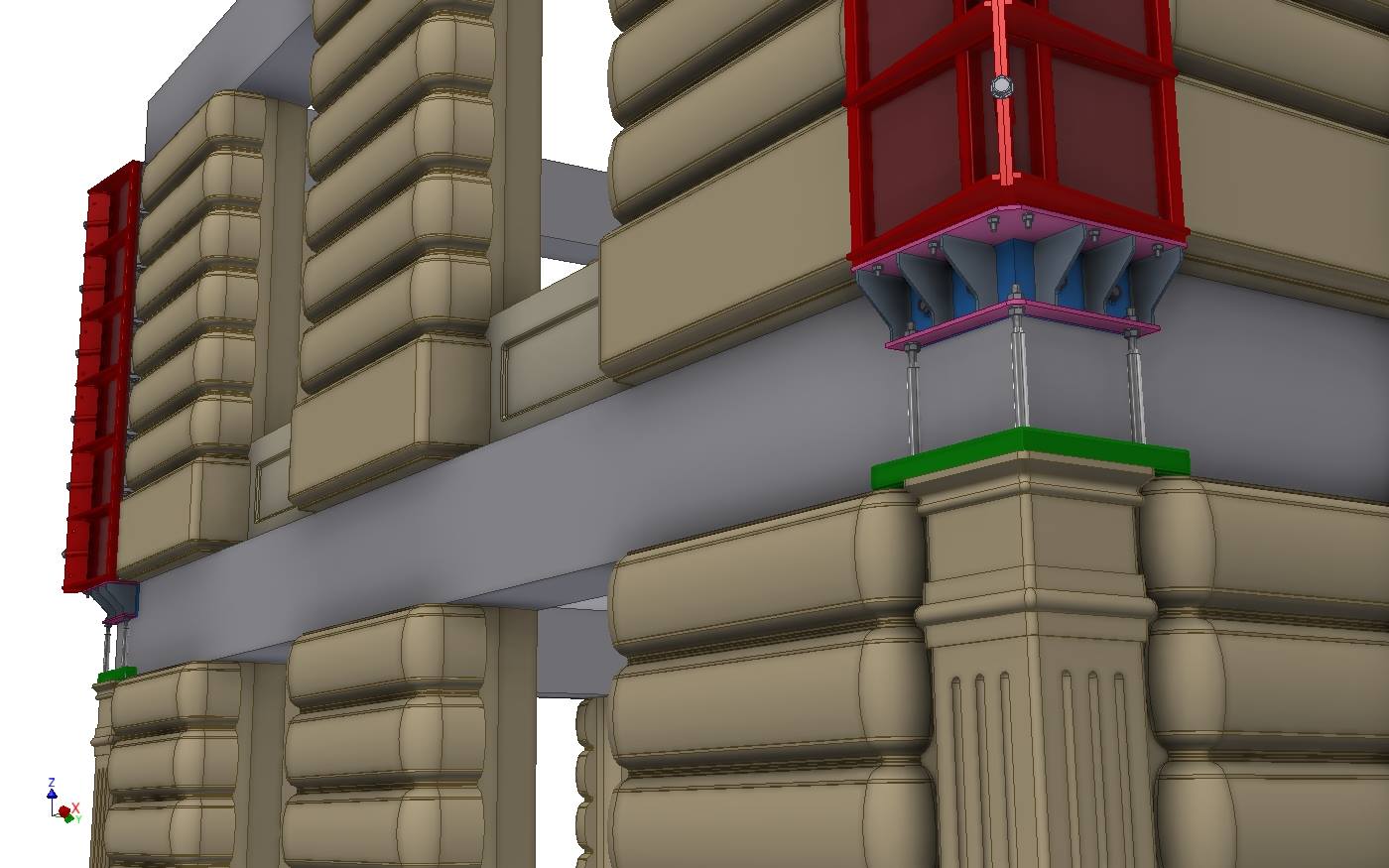
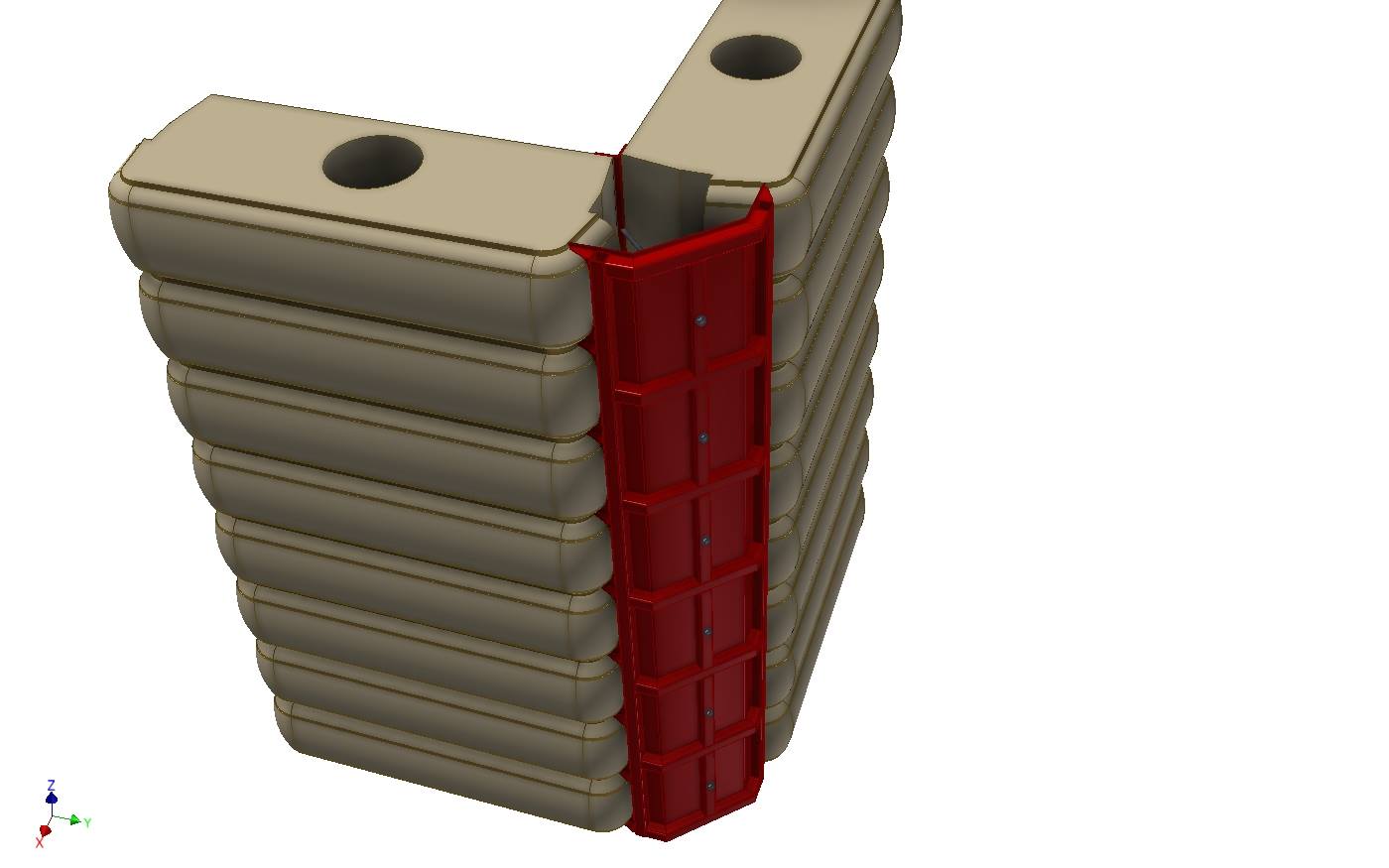
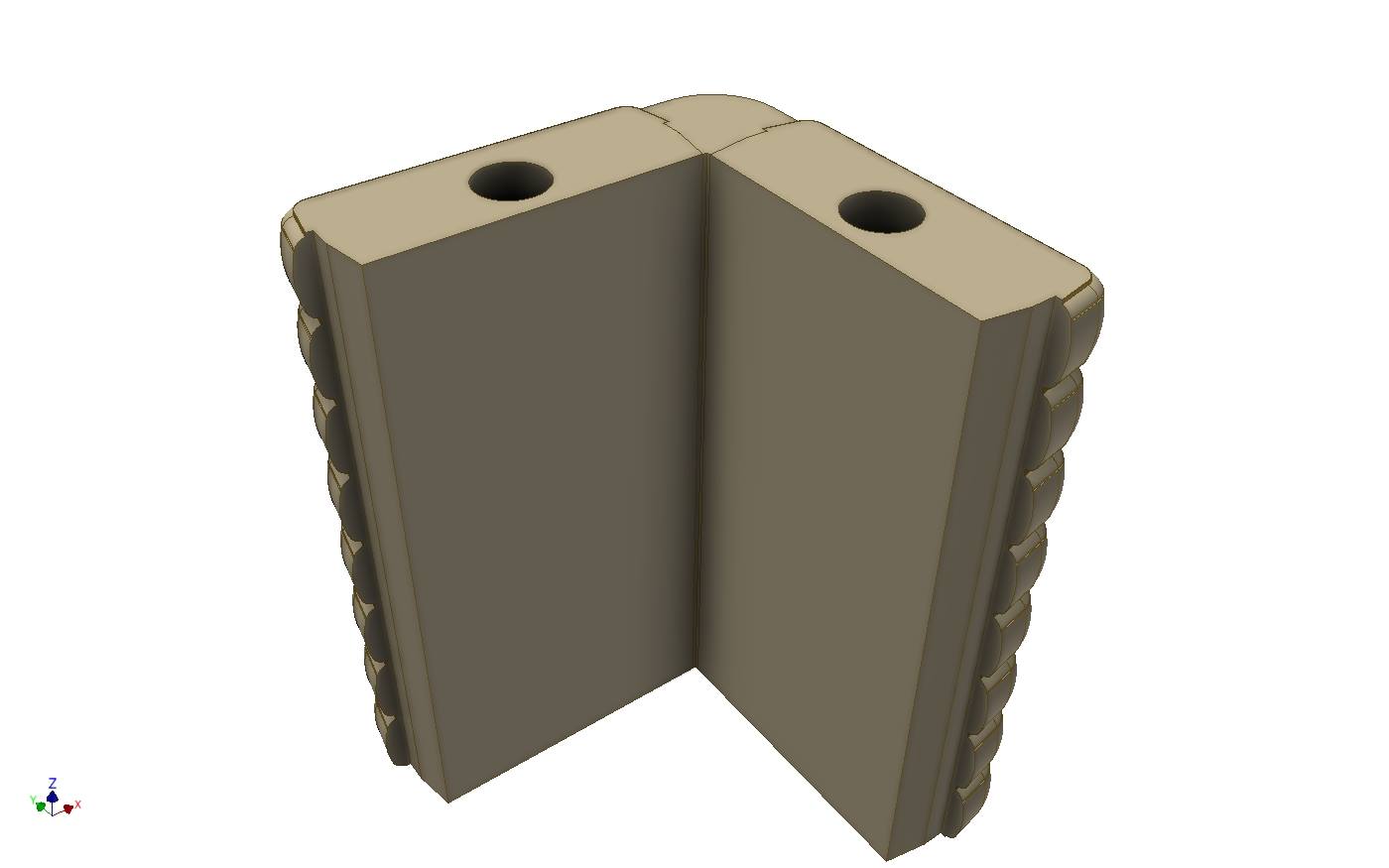
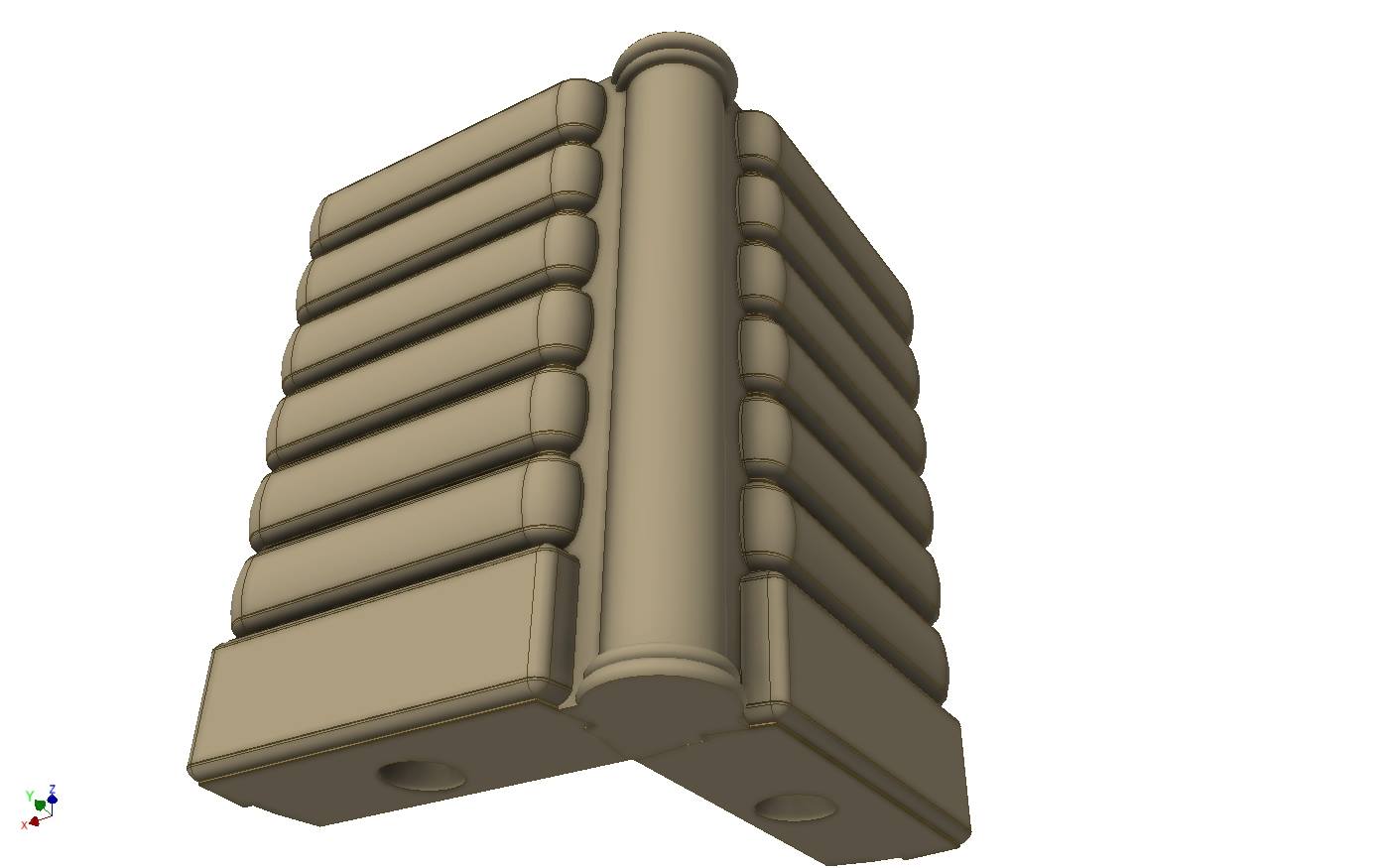
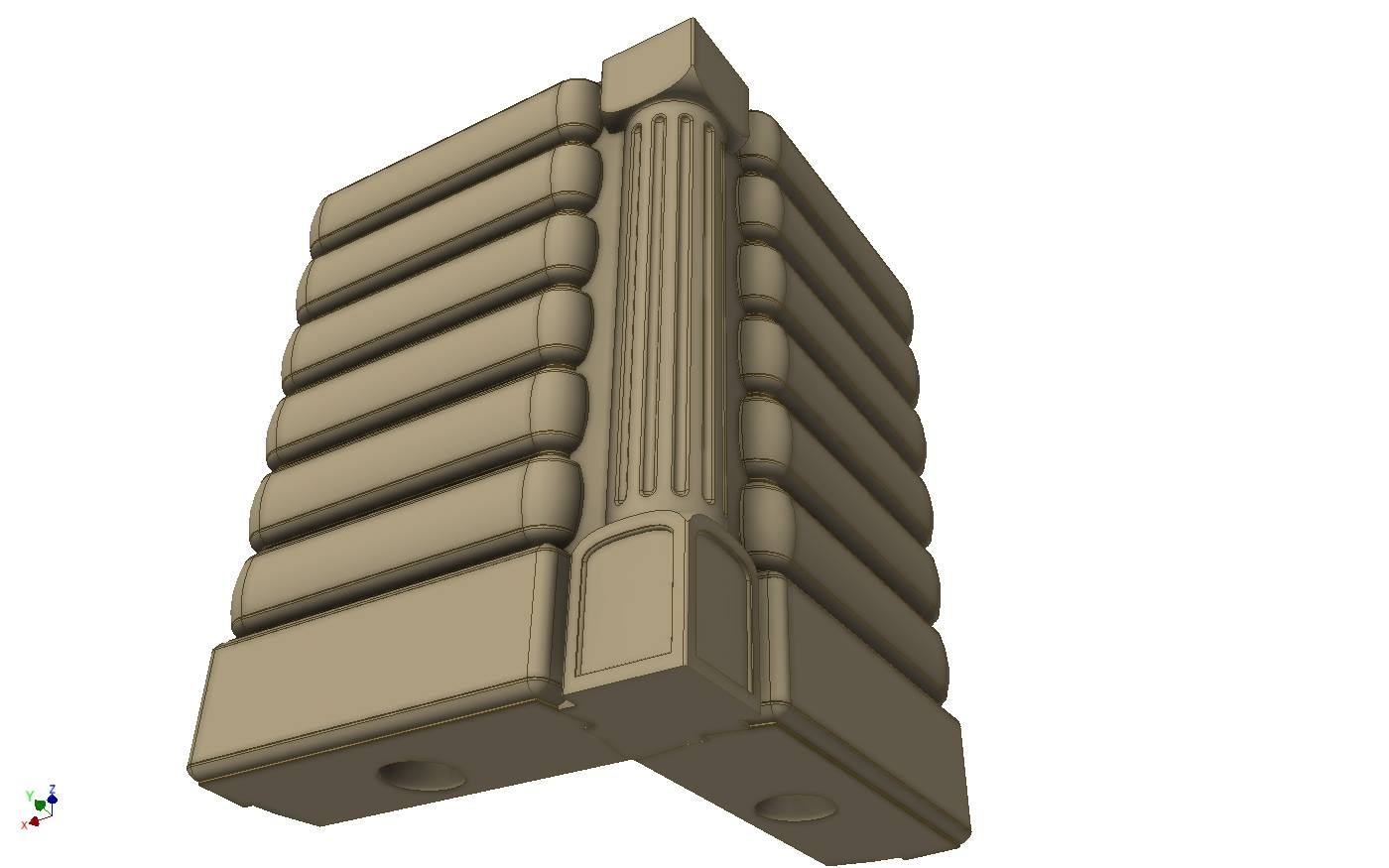
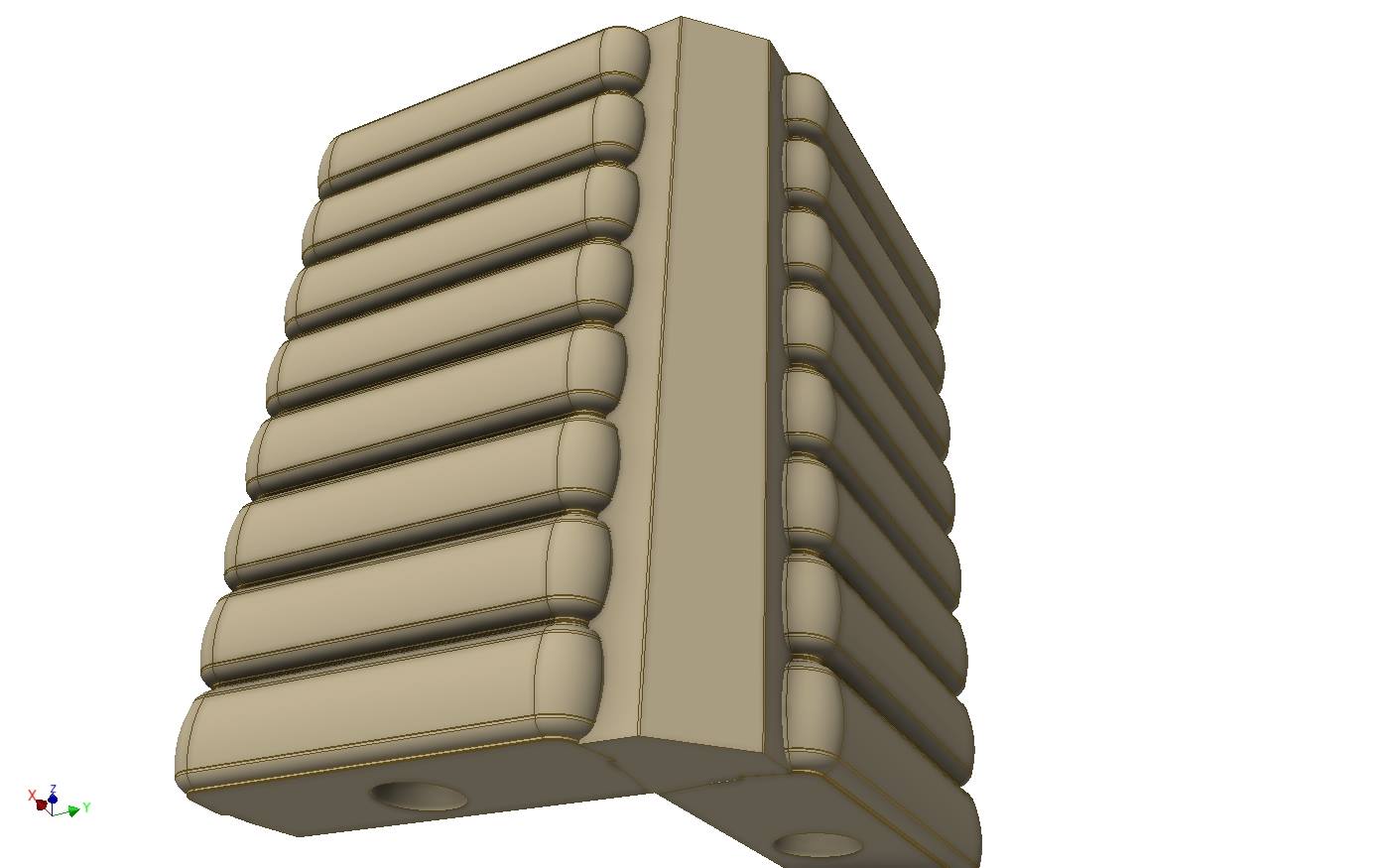
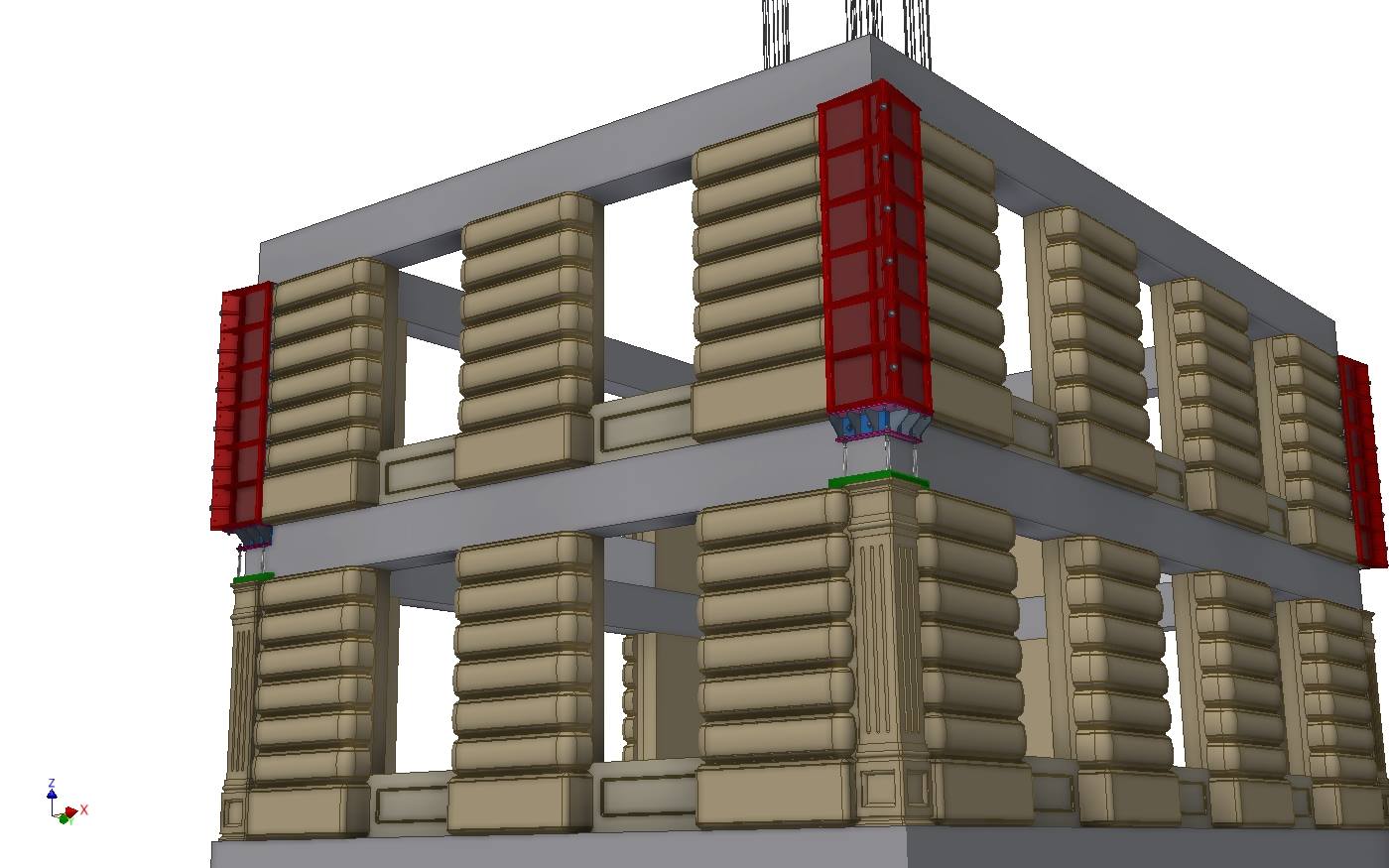
Сборка угла здания из двух угловых панелей

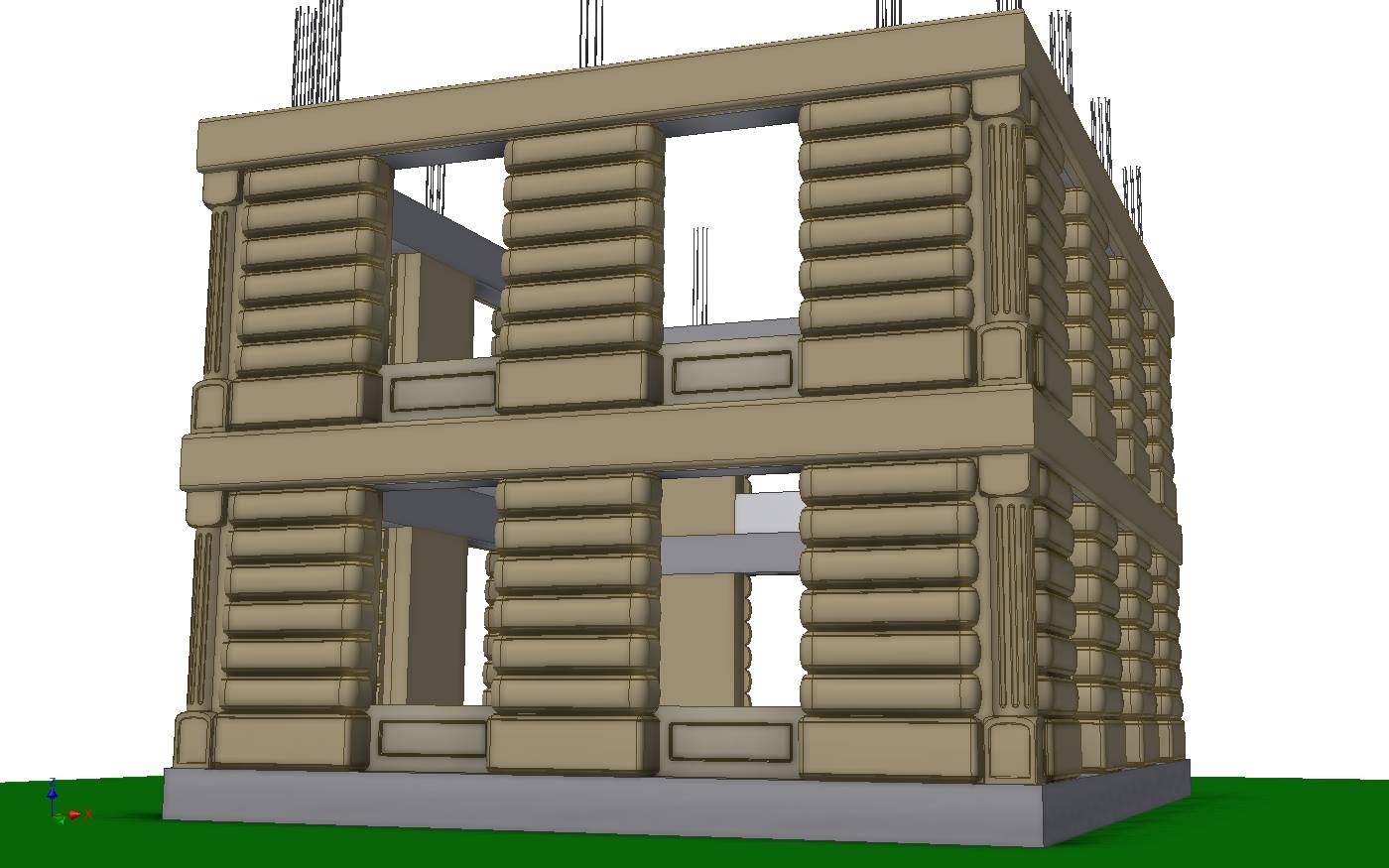
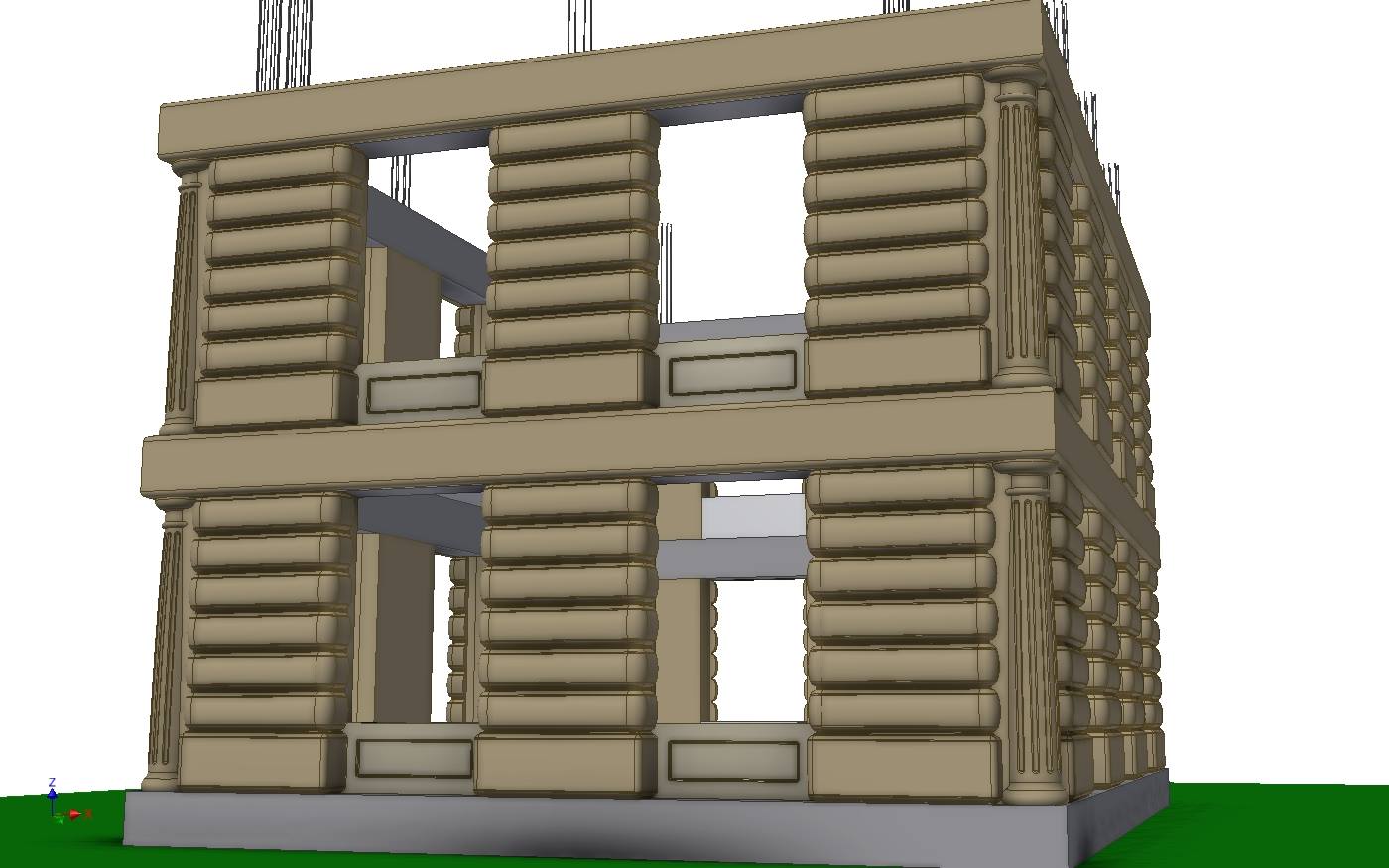
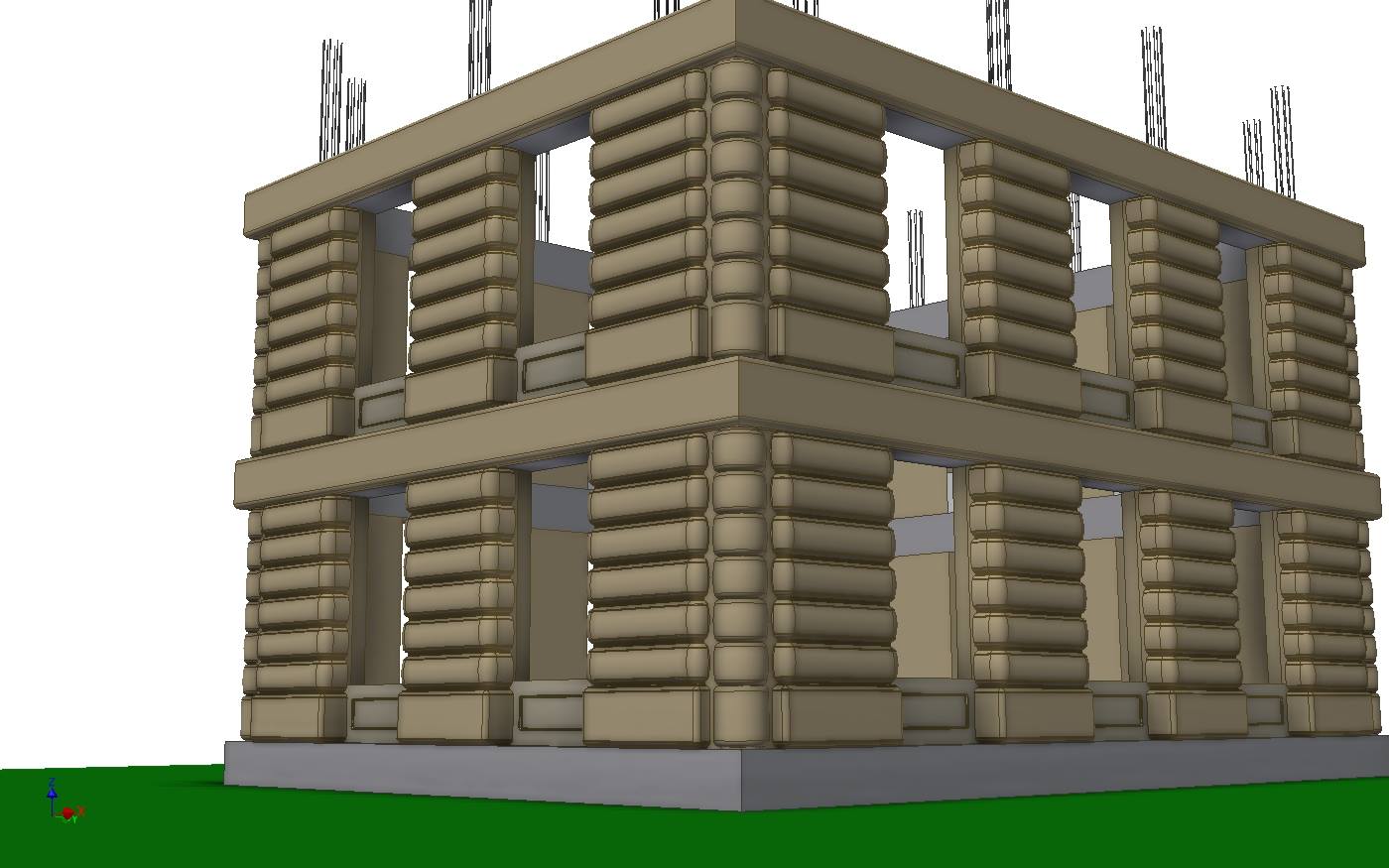
Стеновая панель надета на арматуру. Вид изнутри

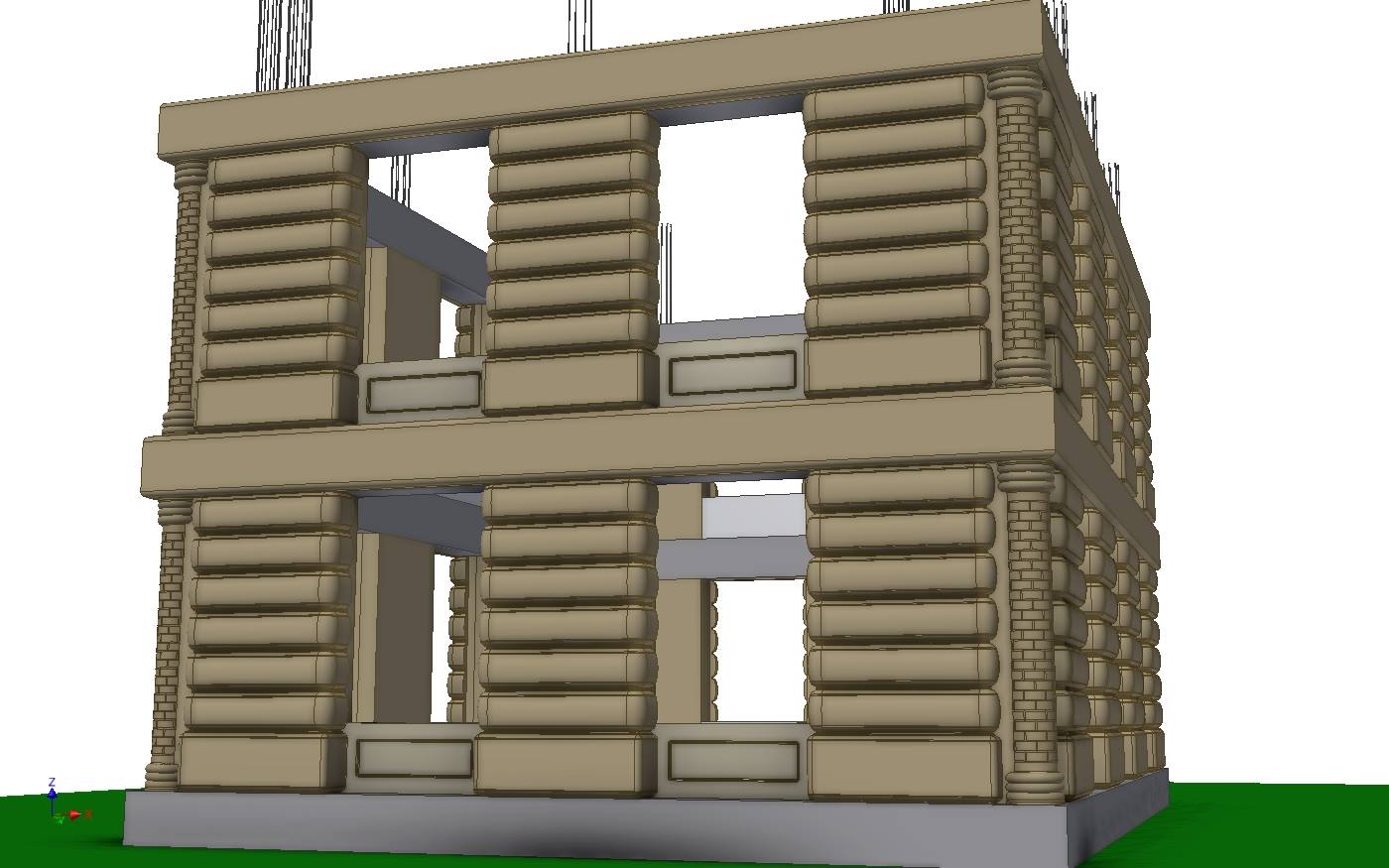
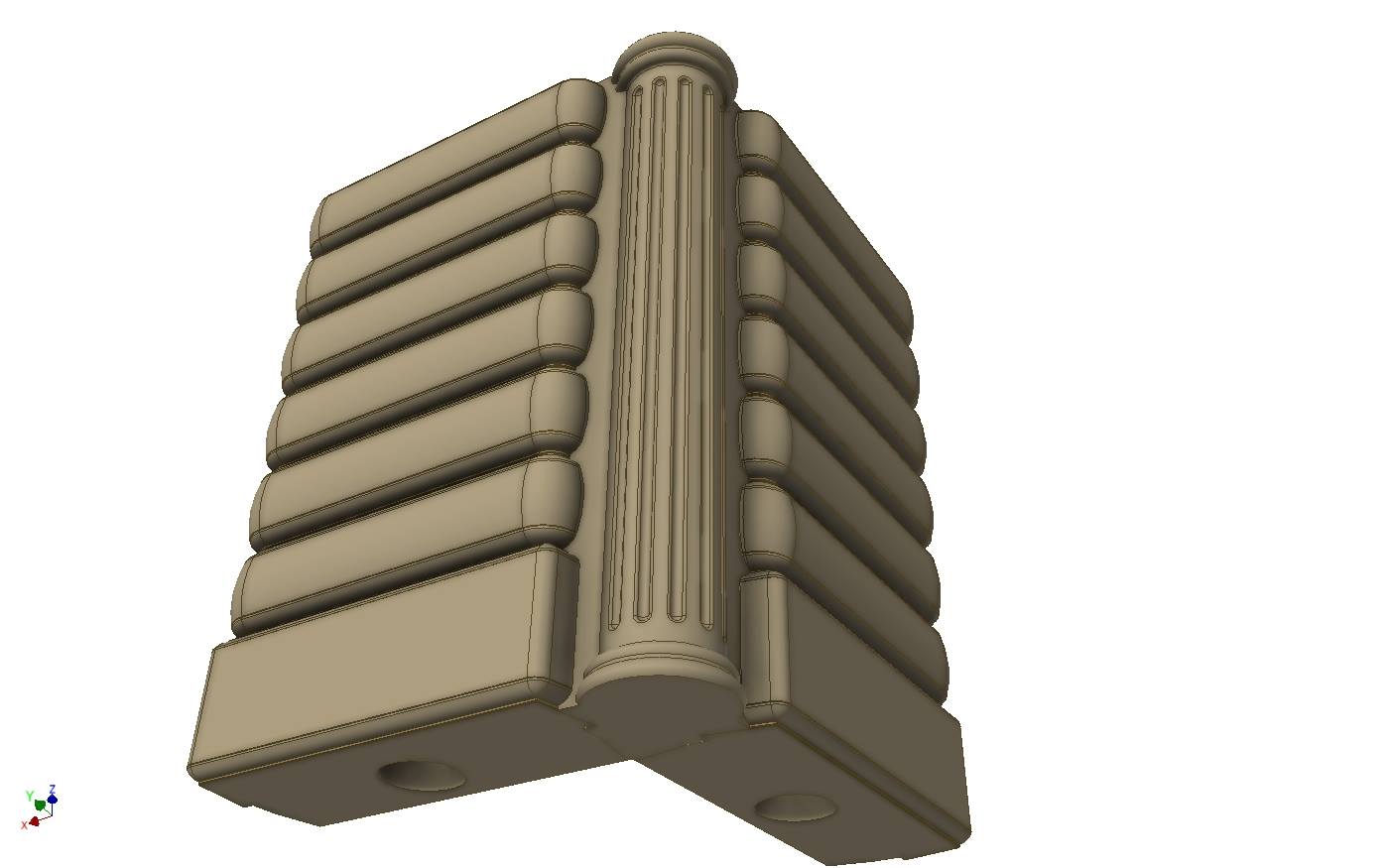
Стеновая панель надета на арматуру. Фасад
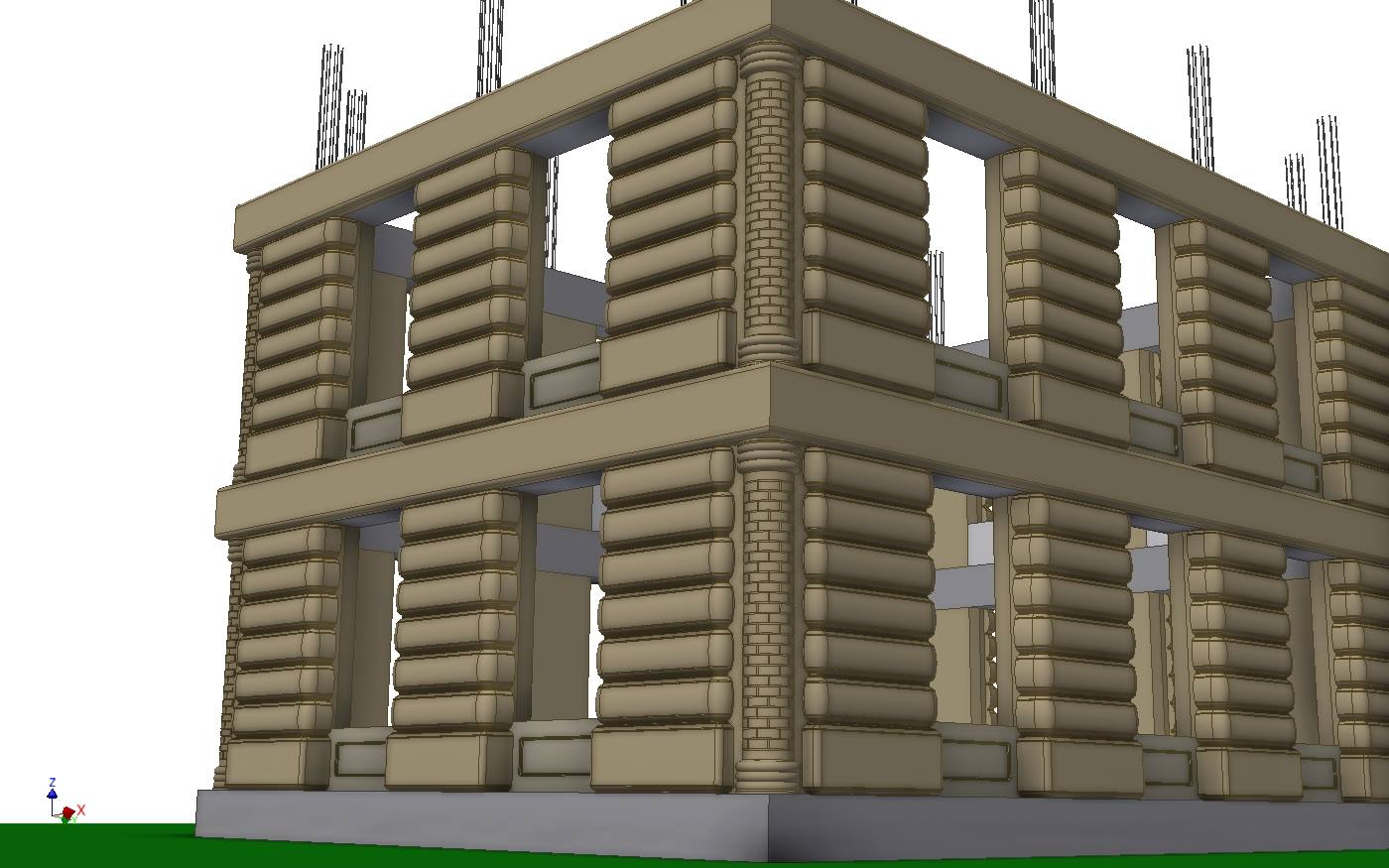
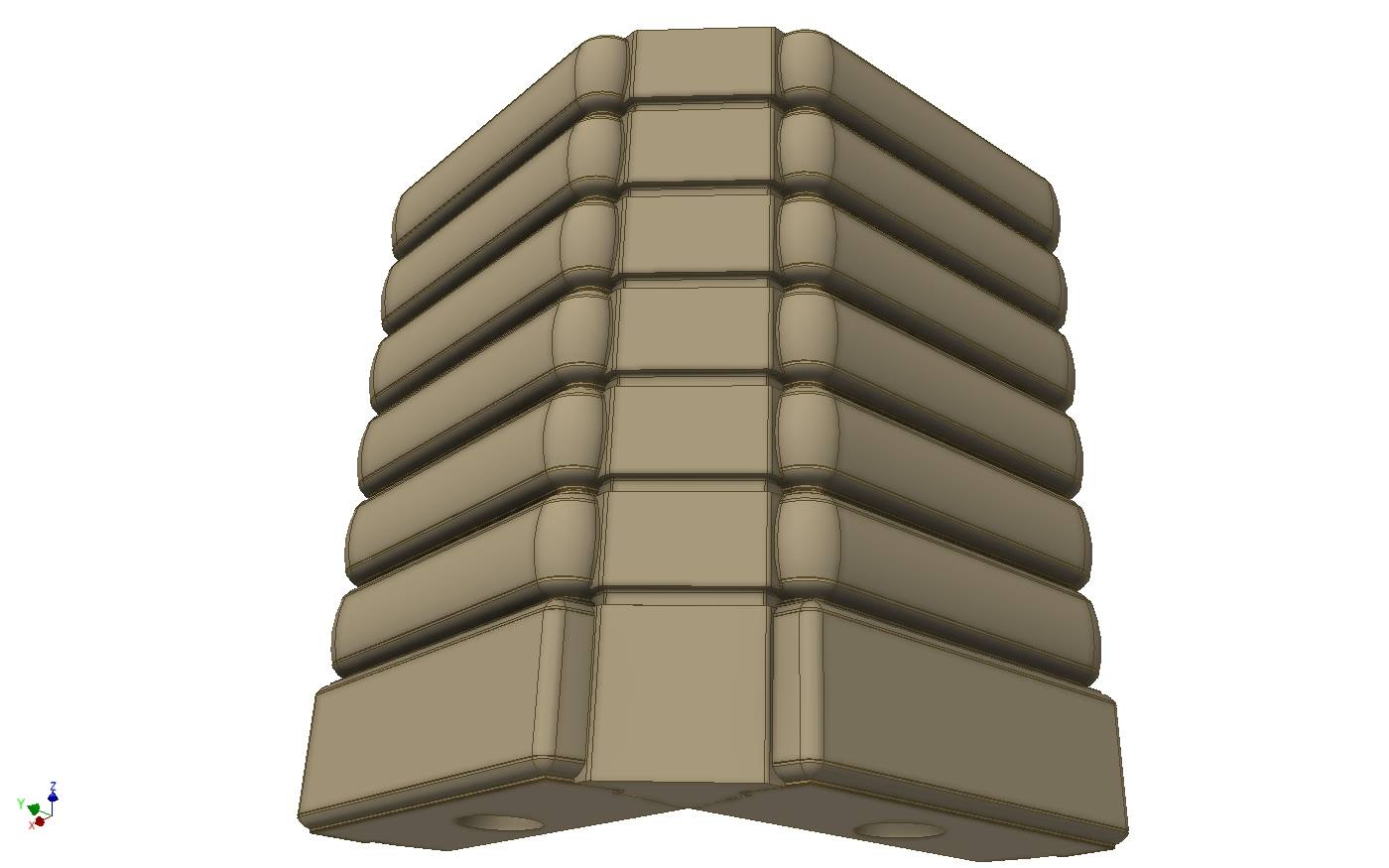
Угол здания
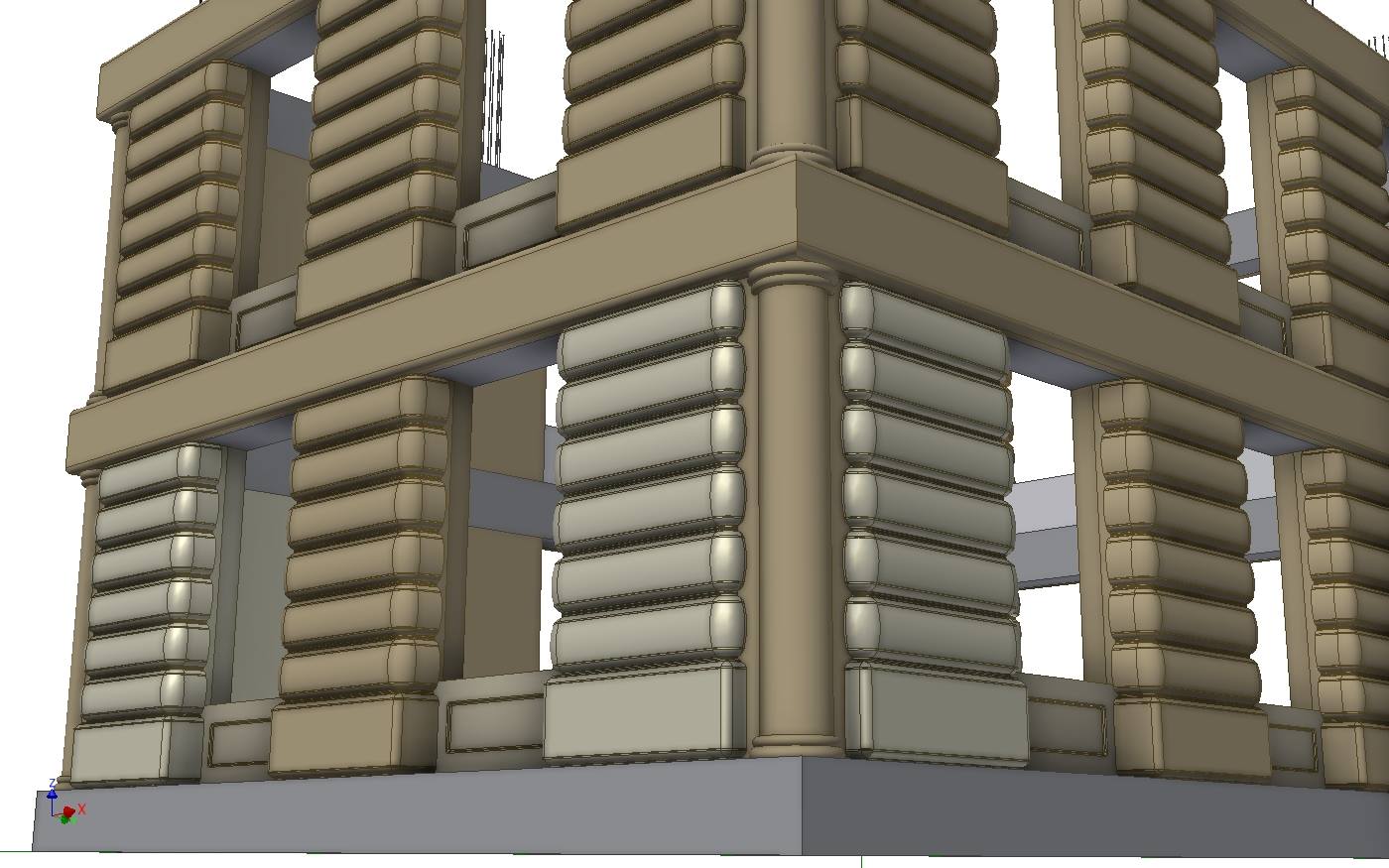
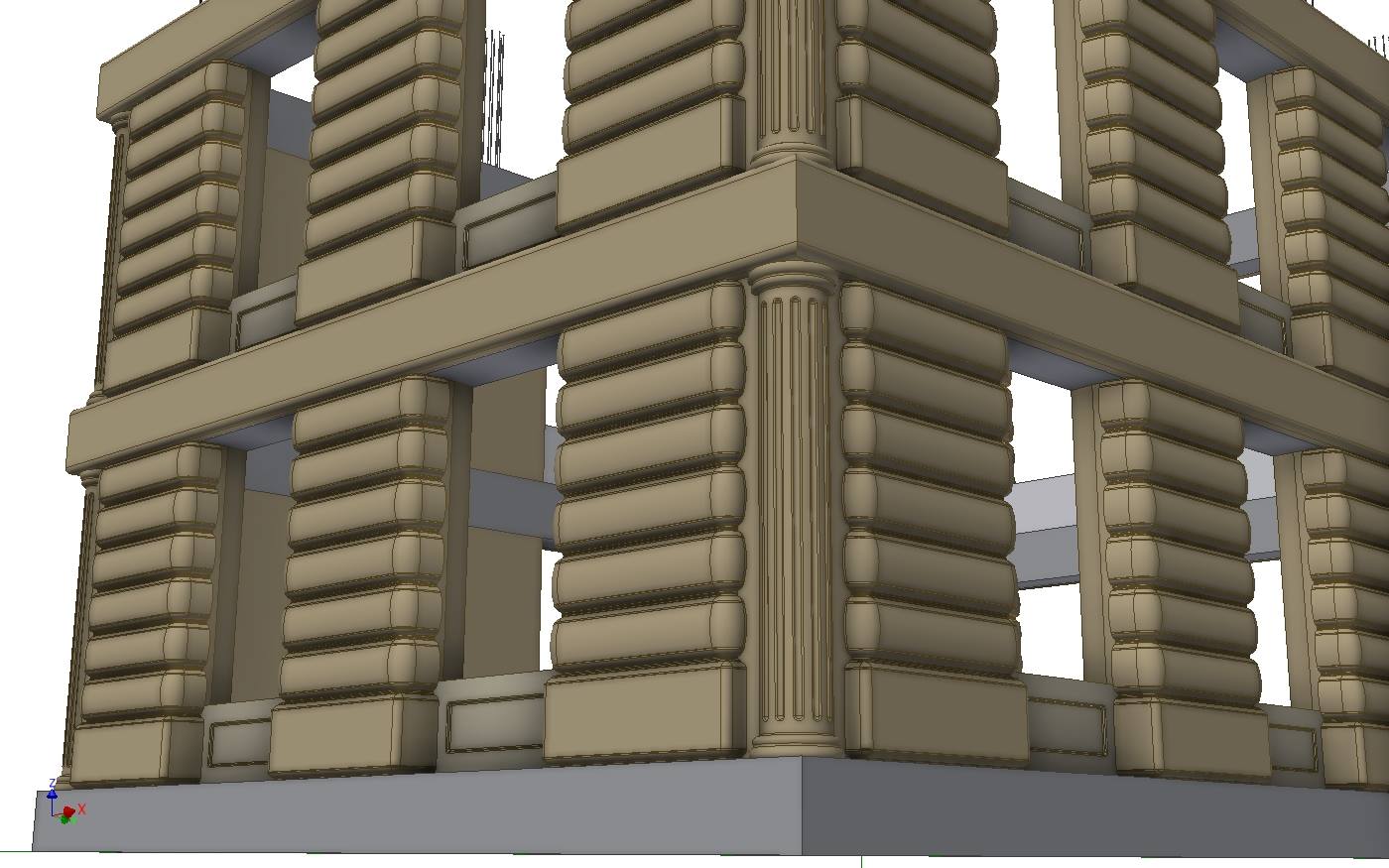
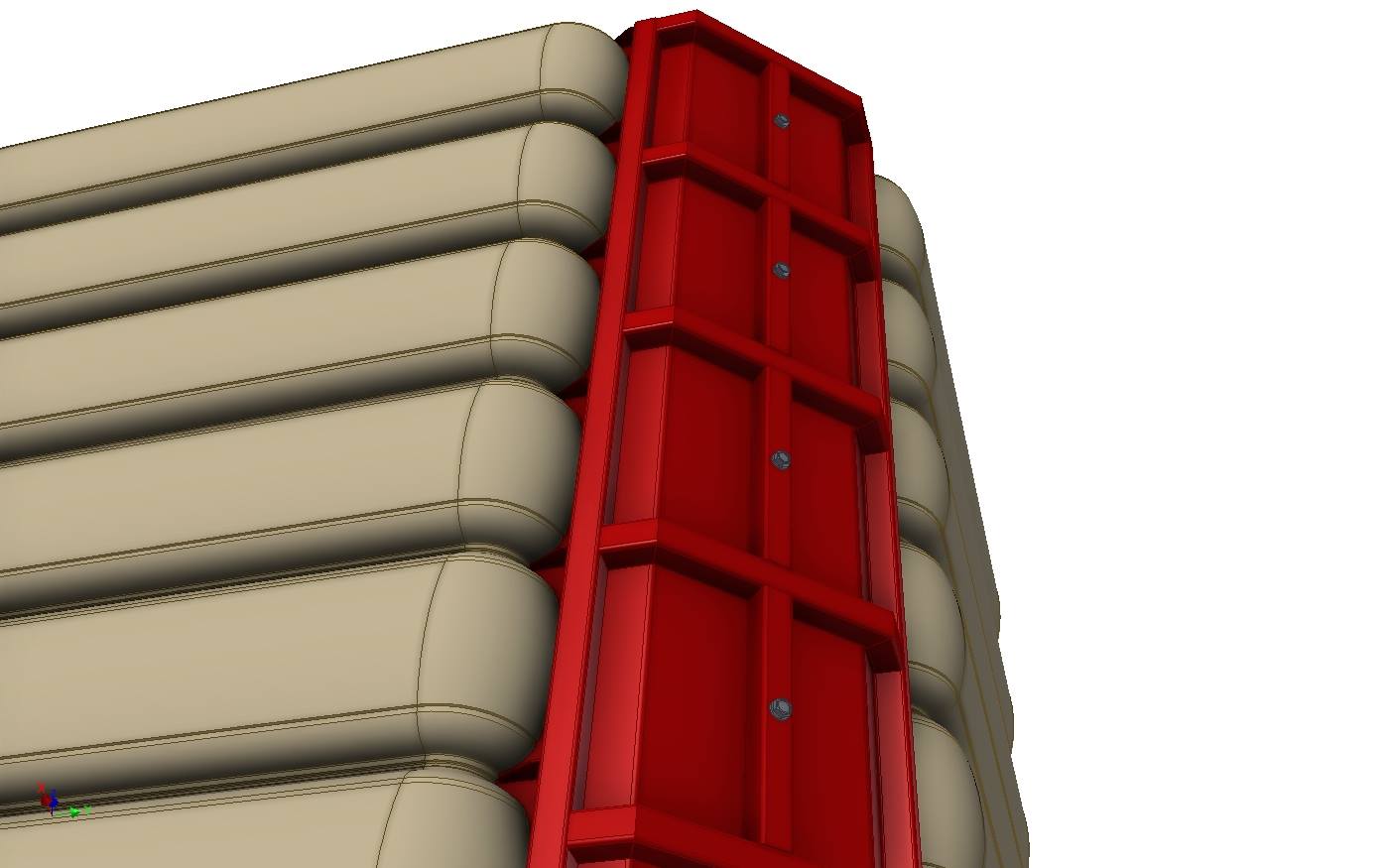

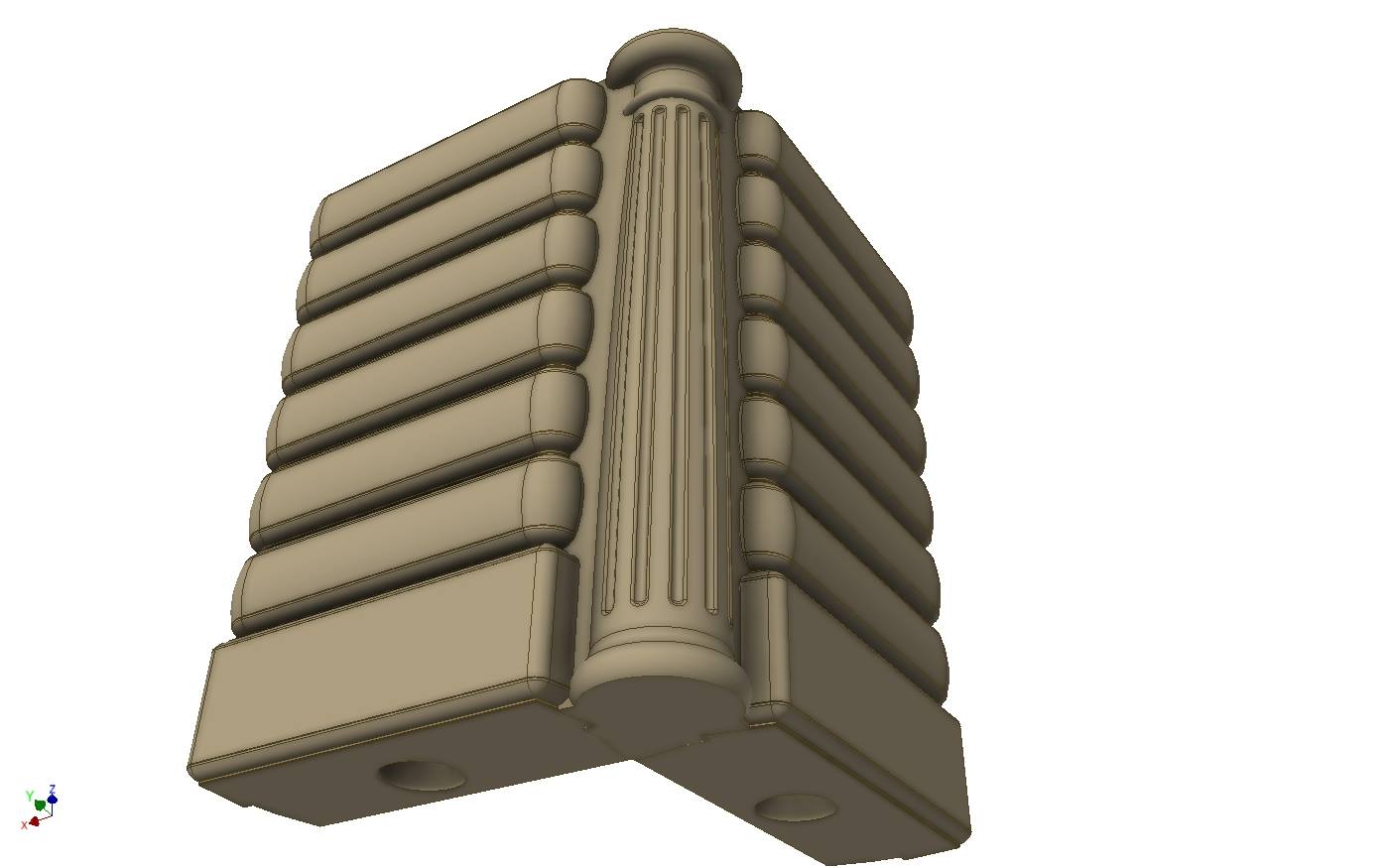
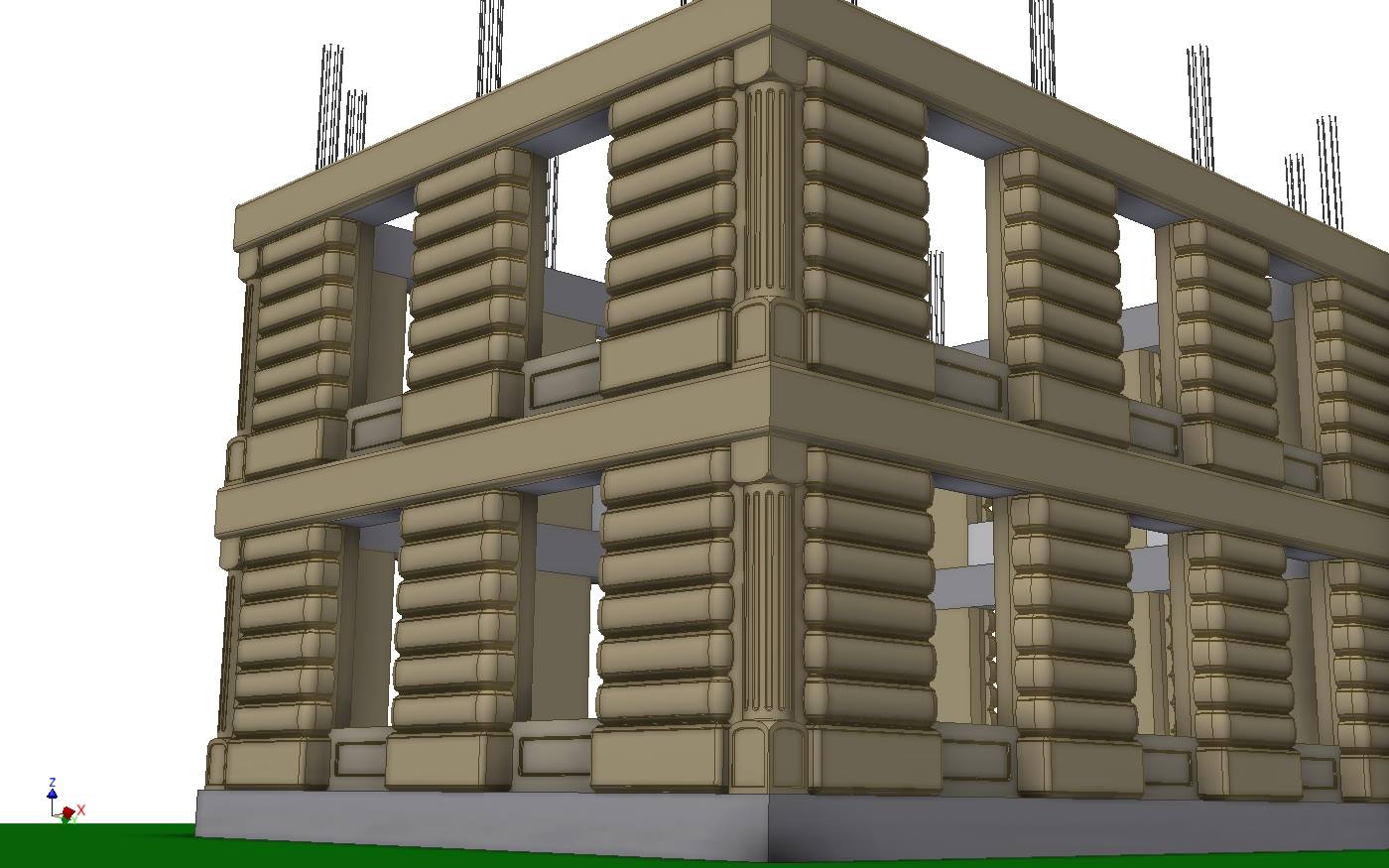

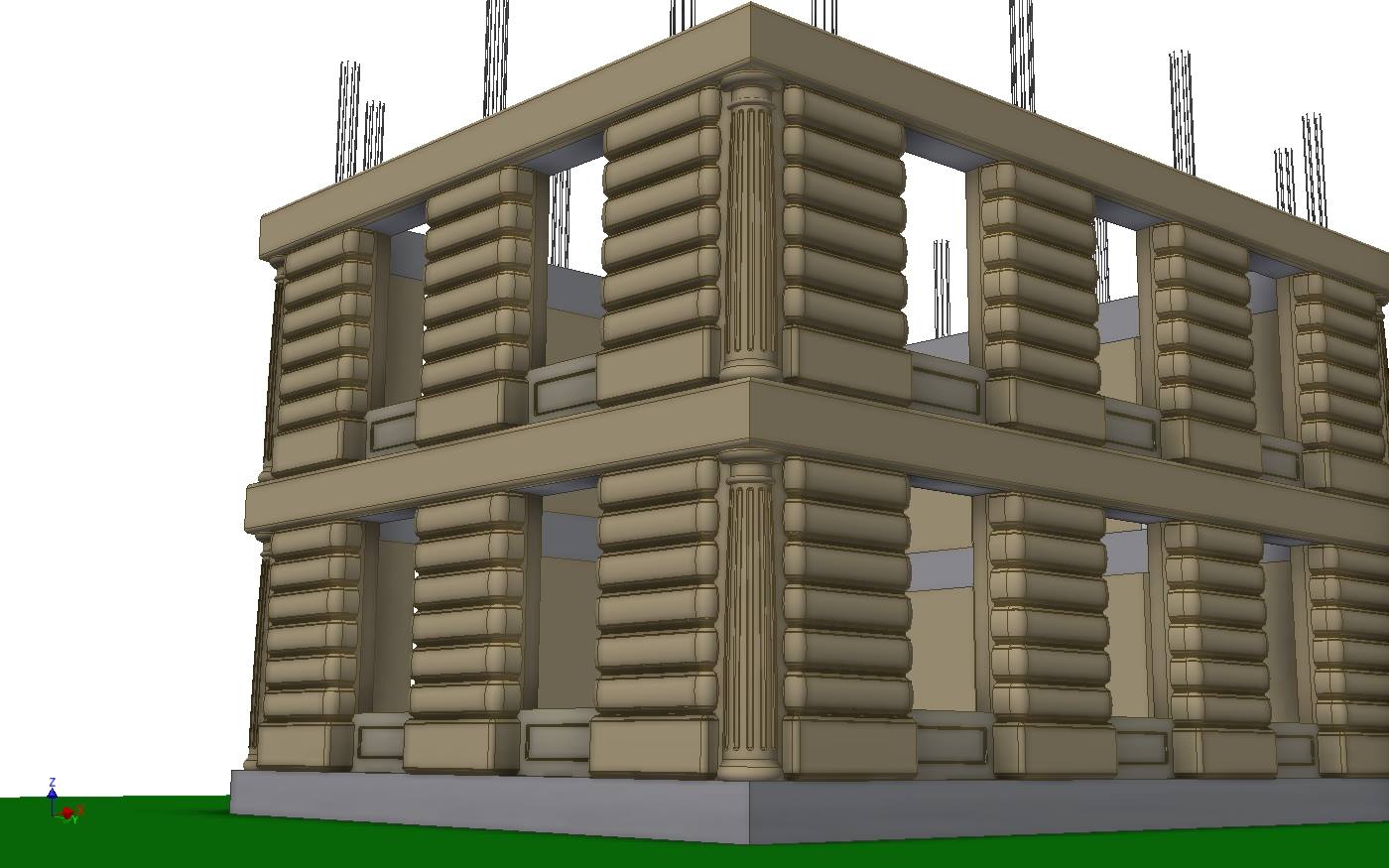
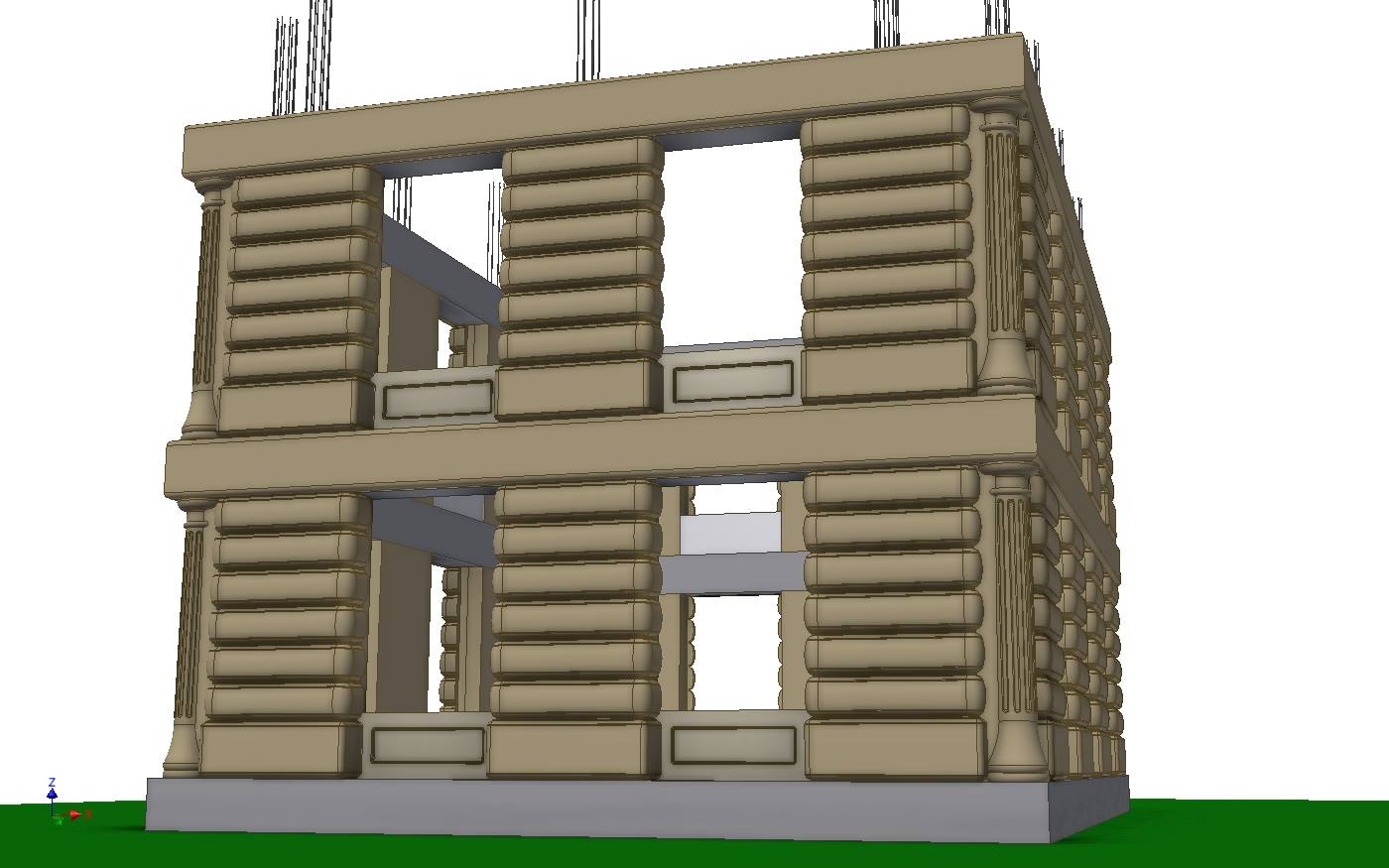
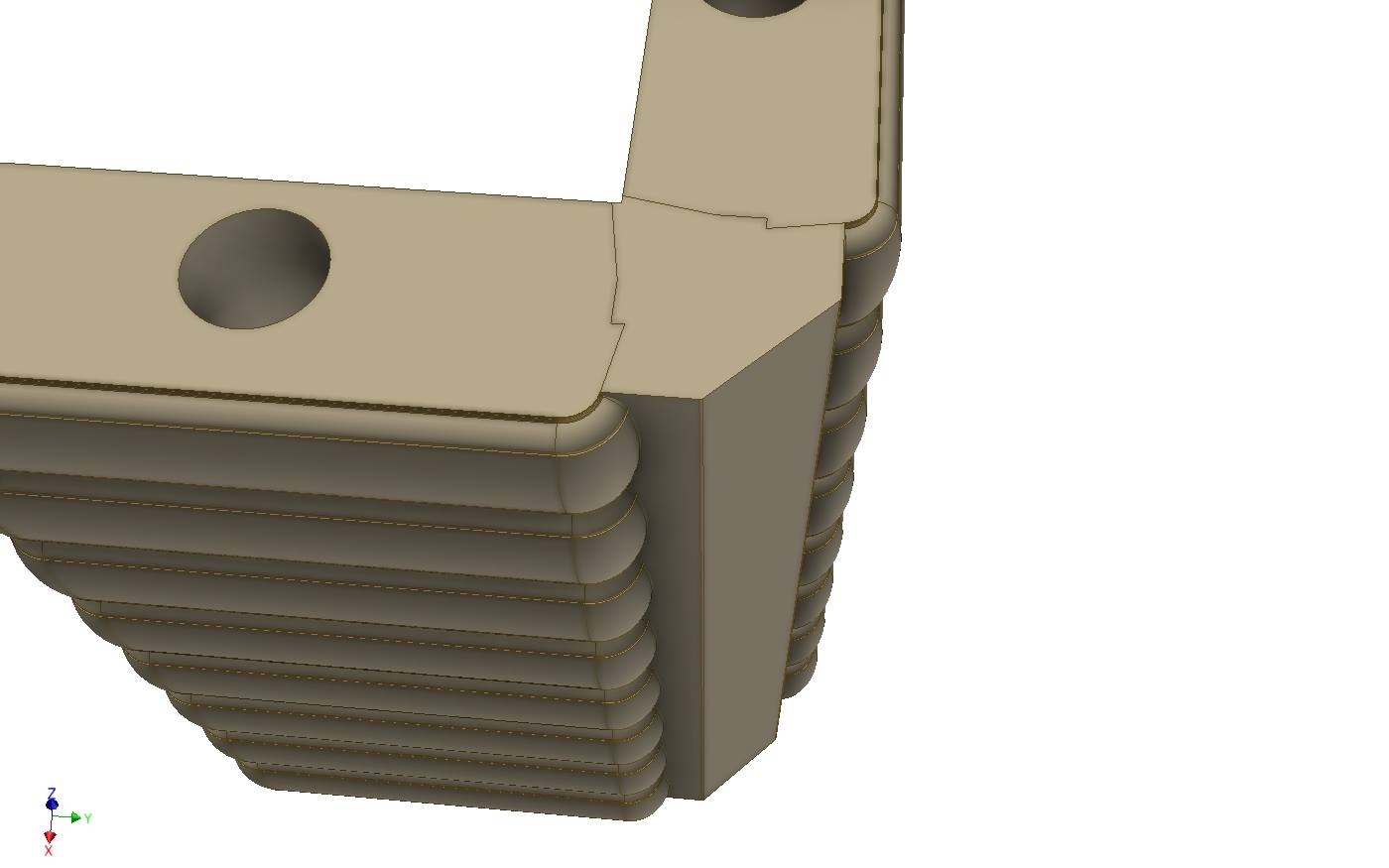


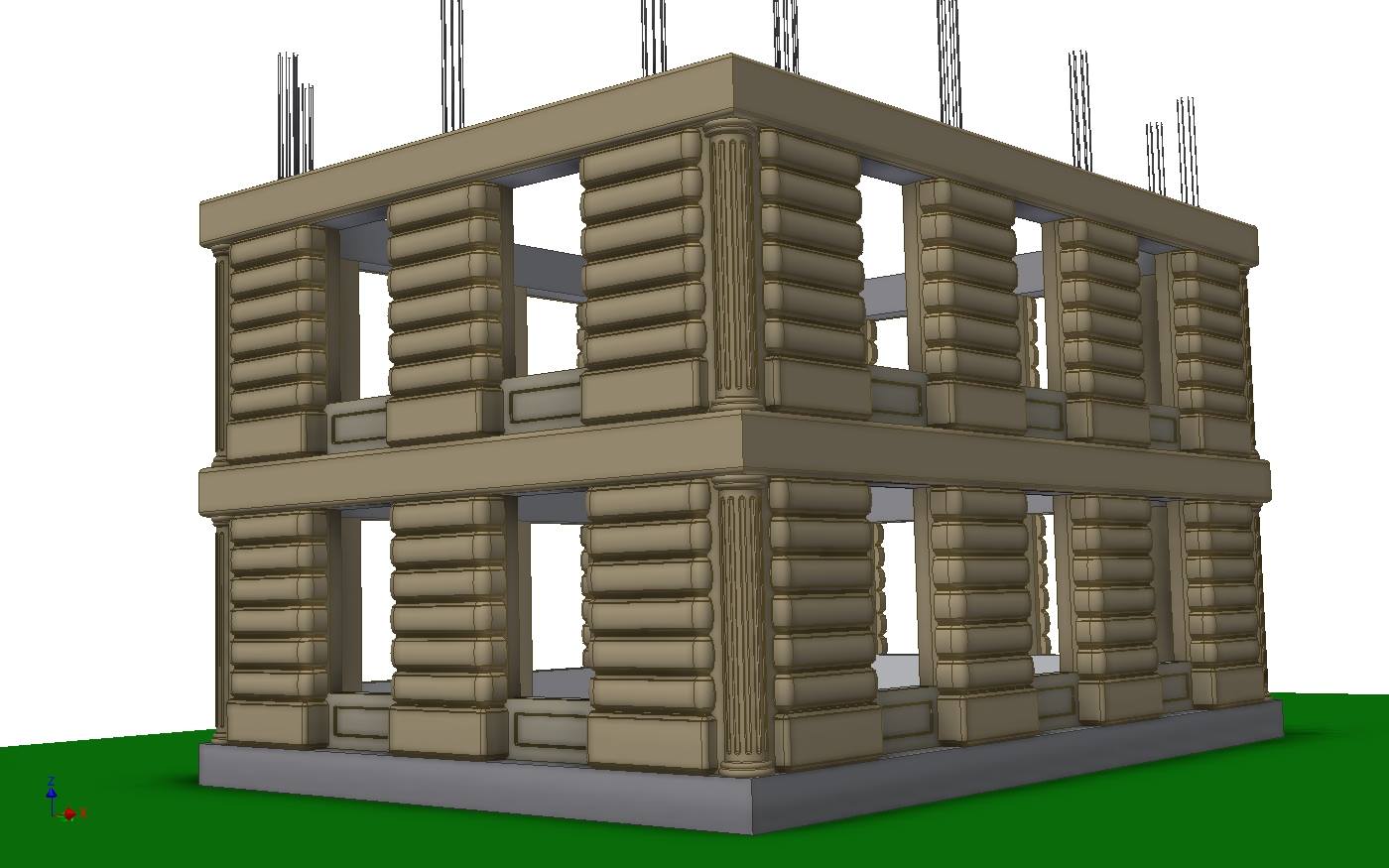
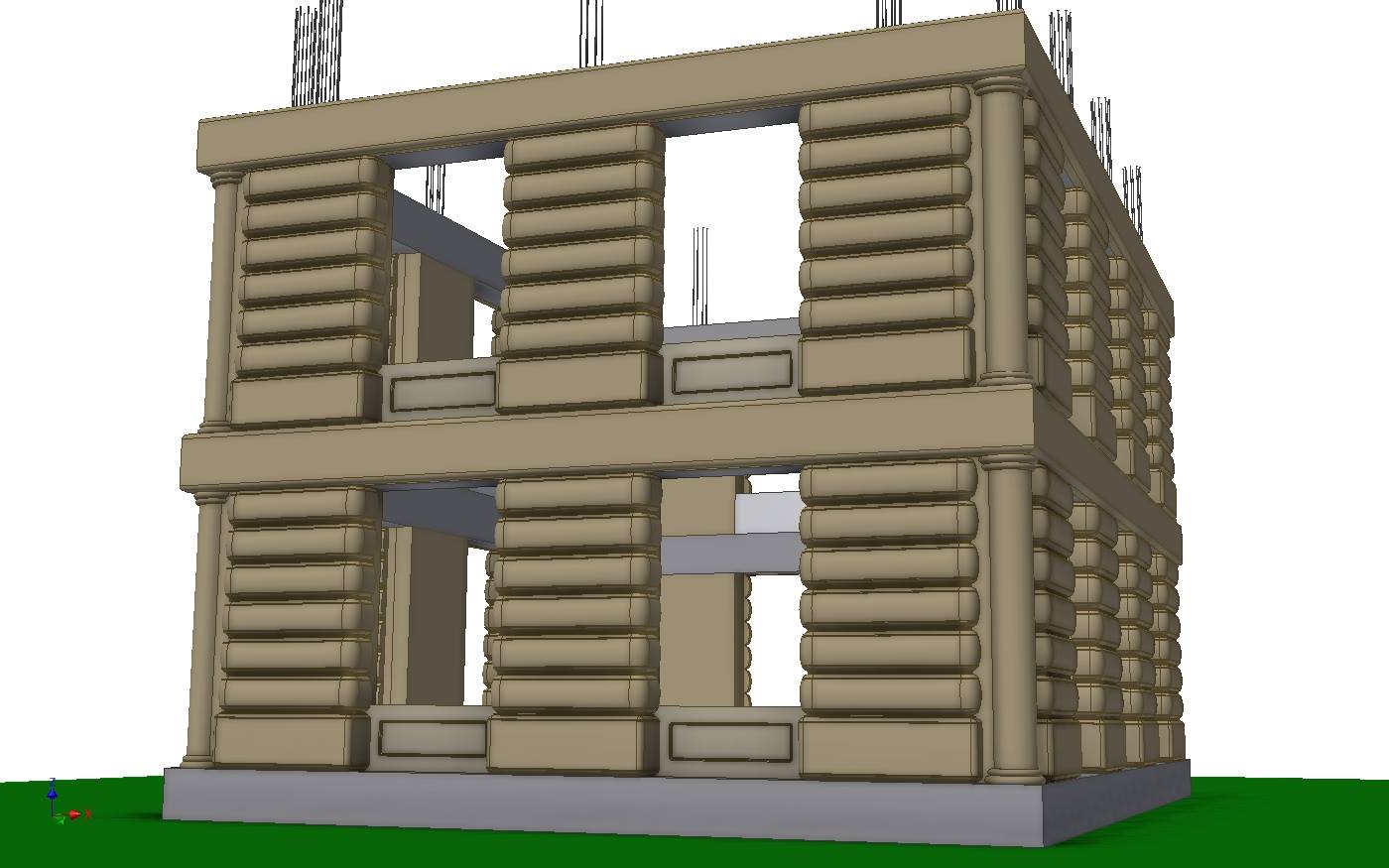
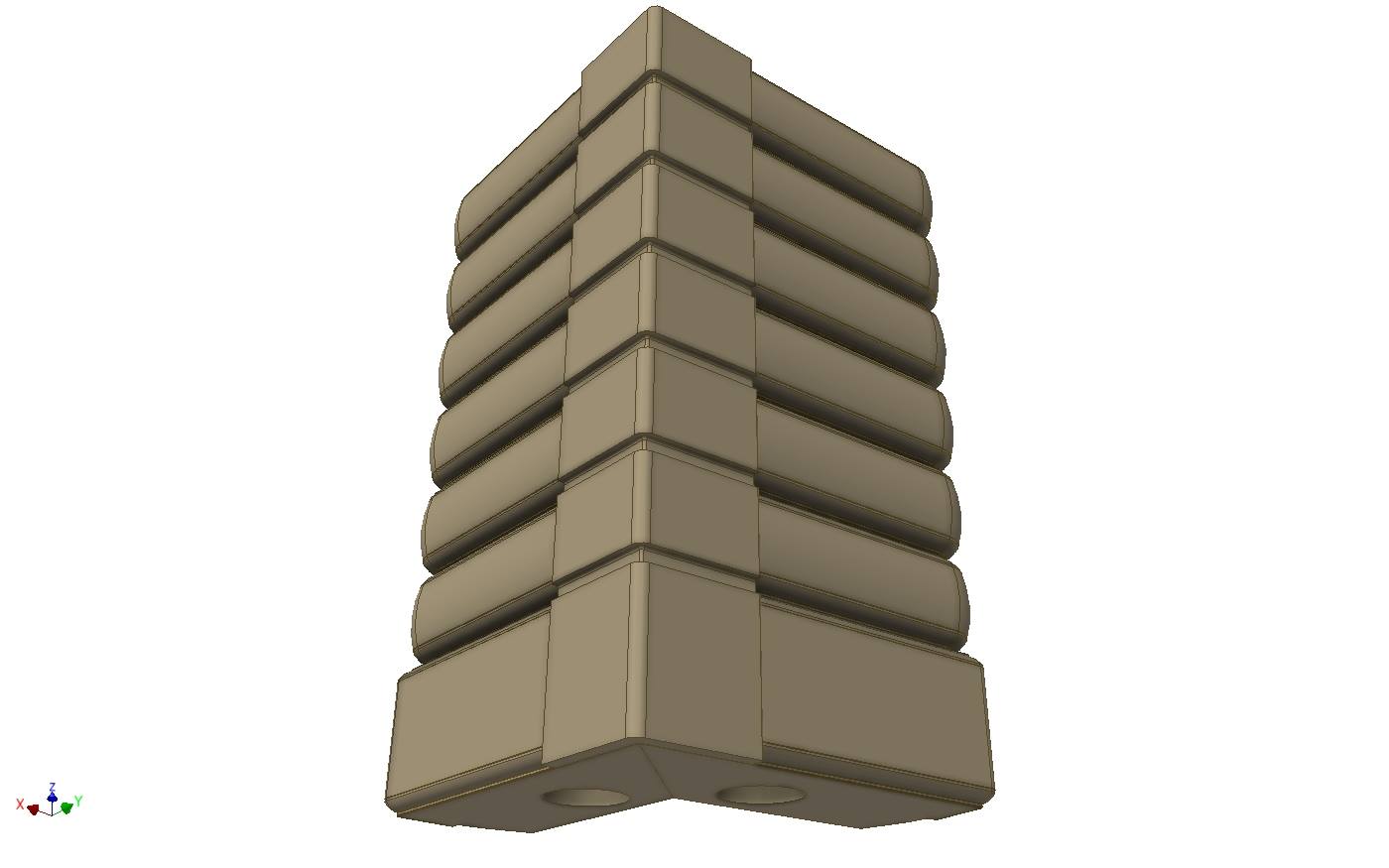
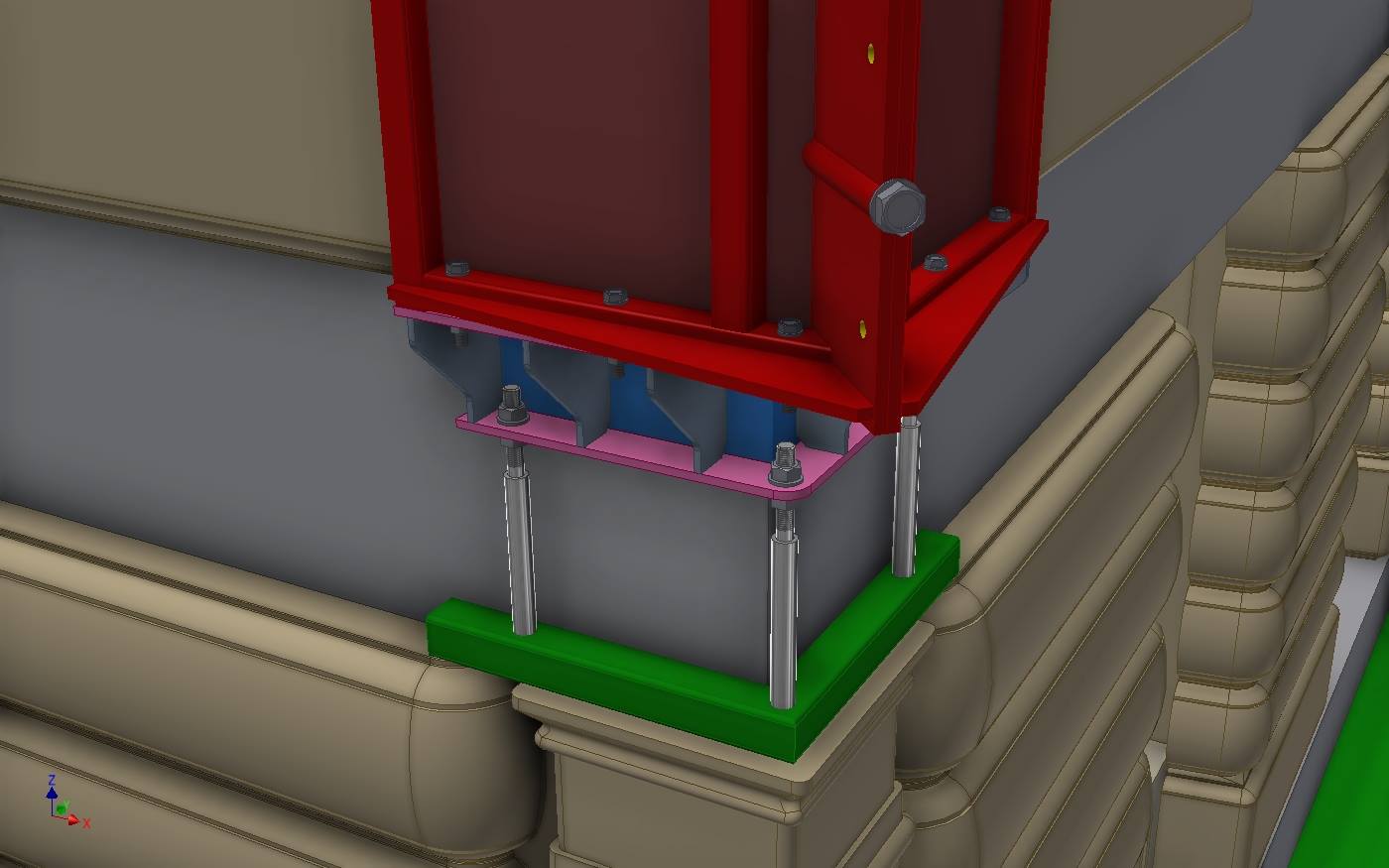
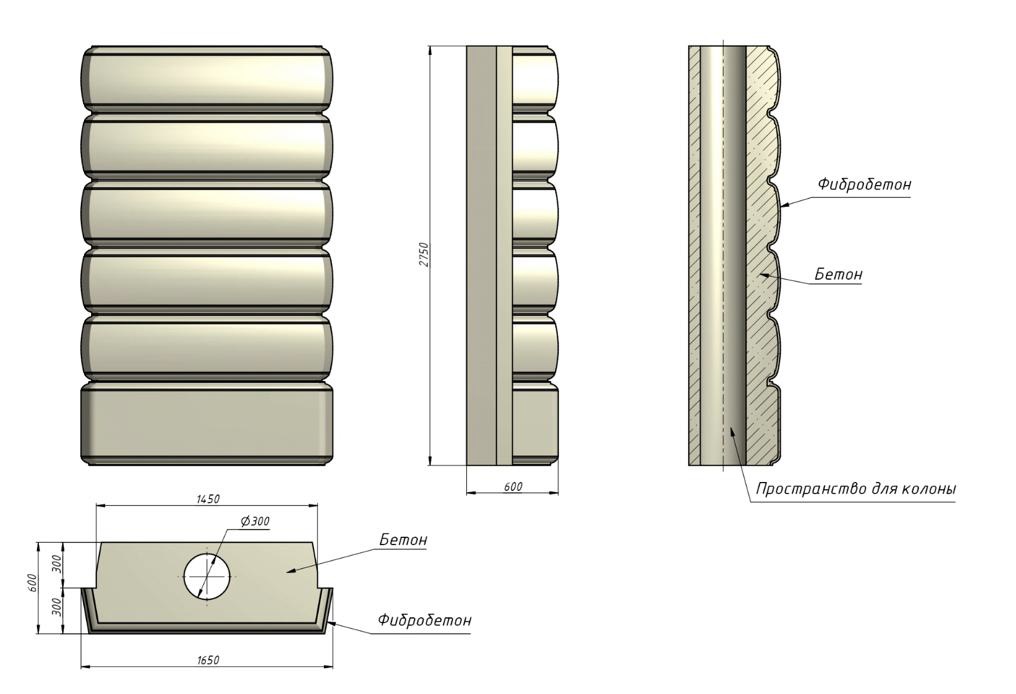
При формовании в панели оставляют специальное отверстие под колонну. И она на стройплощадке буквально «надевается» на стальную арматуру будущей колонны. А затем отверстие с «арматурной колонной» заполняется бетоном. И получается полноценная монолитная конструкция – замоноличенная арматура превращается в колонну, а колонна монолитится с панелью. При этом сами панели имеют настолько точные, ровные и гладкие боковины, что их без проблем скрепляют между собой клеевым составом.
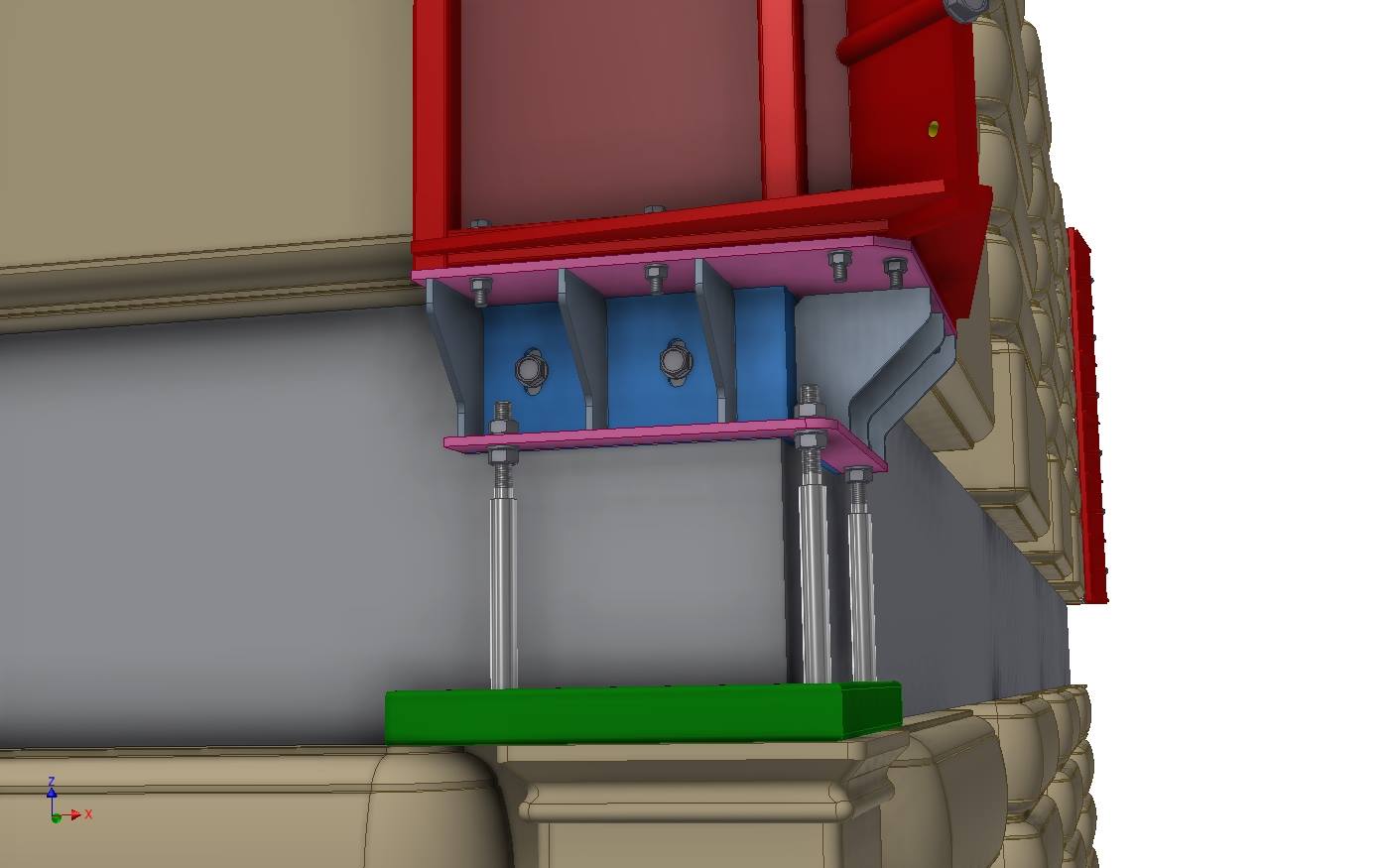
Такой «панельный монолит» позволяет строить надежные сейсмостойкие здания высотой до 50 этажей. Это достигается благодаря общей монолитности конструкции, легким ограждающим стенам и большому количеству колонн по периметру зданий: ведь внутри панели может проходить не одна, а две или три армированные колонны.
C помощью новой технологии можно достичь высокой скорости строительства. Например,одноэтажный дом размером в плане 25х60 метров (1200 кв. метров полезной площади) собрали за пять часов. А на возведение 10-этажного жилого дома бригаде из 10 рабочих потребуется всего два месяца.
Наша технология базируется на индустриальном производстве, завод практически полностью автоматизирован.
Стальные формы для отливки сочетаются с пластиковыми вставками. Эти многоразовые тонкие вставки формируют наружную поверхность стеновой панели. Вставки могут использоваться сотни раз, а после морального или физического износа дробятся в пластиковую крошку, из которой делают новые формы. Такая многократная переработка пластмассы позволила снизить себестоимость производства панелей.
Для отделочного слоя фасадной стороны панели используется белый цемент, который дает высокое качество поверхности.
Заливка форм проводится в специальном помещении. На форму предварительно напыляют тонкий слой фибры, вставляют композитную арматуру-каркас, а сверху заливают керамзитовую смесь. Проводится вибрация, если требуется — вакуумная обработка. Внутри формы уже установлены все закладные детали, в том числе — те, которые оставляют отверстия для колонн.
Панели в касетах, которые одновременно являются пропарочными камерами, за ночь набирают 40%-ю марочность. При этом пропарочная камера учитывает температуру, которая нужна для схватывания белого цемента.
Наутро происходит распалубка, стальные формы и пластиковые вкладыши возвращаются на повторный цикл, а готовые к отправке панели — складируются и отправляются на объект. Для их перевозки используется грузовой транспорт обычной грузоподъемности.
Все процессы идут почти полностью автоматически с минимальным участием ручного труда. В итоге один небольшой завод может выпускать около 3 тысяч панелей в сутки. Этого достаточно для строительства 50 тыс. кв. м жилья ежедневно, или 15 млн кв. м в год.

ПРОИЗВОДСТВО СТЕНОВЫХ ПАНЕЛЕЙ















Видео объясняющие как работает технология